











 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO  uBio
uBio 
 Permalink
PermalinkInterciencia
versión impresa ISSN 0378-1844
INCI v.34 n.11 Caracas nov. 2009
OPTIMIZACIÓN DEL PROCESO DE TRATAMIENTO DE AGUAS RESIDUALES DE UNA INDUSTRIA CERVECERA
Suher Carolina Yabroudi, Juan Almarza, Francisco Pedrique, Carmen Cárdenas y Lenin Herrera
Suher Carolina Yabroudi. Ingeniera Química y Maestría en Ingeniería Química, Universidad del Zulia (LUZ), Venezuela. Estudiante del Doctorado, Universidad de Sao Paulo, Brasil. Profesora e Investigadora, LUZ, Venezuela. Dirección: Centro de Investigación del Agua, Facultad de Ingeniería, LUZ. Apartado 526. Maracaibo, Edo. Zulia, Venezuela. e-mail: yabroudic@yahoo.com
Juan Almarza. Ingeniero Químico, LUZ, Venezuela. Analista Laboratorio Central Empresas Polar, Venezuela.
Francisco Pedrique. Ingeniero Agrónomo y Maestría en Ingeniería Ambiental, LUZ, Venezuela. Coordinador Nacional de Entorno y Sustentabilidad Ambiental de Empresas Polar, Venezuela.
Carmen Cárdenas. Ingeniera Química y Maestría en Ingeniería Ambiental, LUZ, Venezuela. Profesora, LUZ, Venezuela.
Lenin Herrera. Ingeniero Químico, LUZ, Venezuela. Maestría en Ingeniería Ambiental y Sanitaria, Universidad de Texas, Austin, EEUU. Profesor, LUZ, Venezuela.
RESUMEN
Se estudió la optimización del sistema de tratamiento de aguas residuales de una industria cervecera que funciona bajo la modalidad de sistema combinado de reactor anaerobio y lodos activados. La evaluación comprendió dos etapas. Durante la primera, con duración de seis meses, se analizó el funcionamiento de la planta con las características y parámetros operacionales prevalecientes de desvío hacia el tratamiento aeróbico mayor a 50%, uso de dos tanques de aireación y elevada producción de lodo. La segunda etapa abarcó cuatro meses en los cuales el sistema trabajó con el modelo operacional propuesto con la finalidad de mejorar el tratamiento: disminución de la tasa de desvío hasta 30% y utilización de un solo tanque de aireación. En cada etapa se realizaron mediciones de SST, SSV y DQO a la entrada y salida del reactor anaerobio y de los tanques de aireación. Los resultados se compararon con las especificaciones de diseño correspondientes y se aplicaron las condiciones necesarias para disminuir la tasa de desvío hacia el proceso aeróbico mediante monitoreo del volumen y concentración del afluente, aplicando cambios estratégicos en los parámetros del reactor que incrementasen su eficiencia. Se obtuvo una reducción del desvío de 53 a 34%, disminuyendo el lodo de descarte generado en el sistema aeróbico de 3670mg SST/l con dos tanques de aireación hasta 2947mg SST/l empleando un tanque, manteniendo los mismos valores de relación SSV:SST (0,55) y una eficiencia de remoción global en términos de DQO de 98%.
OPTIMIZATION OF THE TREATMENT PROCESS FOR RESIDUAL WATER FROM A BEER INDUSTRY
SUMMARY
The optimization of the treatment process for residual waters from a brewery operating under the modality of an anaerobic reactor and activated sludge combination was studied in two phases. In the first stage, lasting for six months, the characteristics and parameters of the plant operation were analyzed, wherein a diversion rate of more than 50% to aerobic treatment, the use of two aeration tanks and a high sludge production prevailed. The second stage comprised four months during which the system worked under the proposed operational model, with the aim of improving the treatment: reduction of the diversion rate to 30% and use of only one aeration tank. At each stage, TSS, VSS and COD were measured at the entrance and exit of the anaerobic reactor and the aeration tanks. The results were compared with the corresponding design specifications and the needed conditions were applied to reduce the diversion rate towards the aerobic process through monitoring the volume and concentration of the affluent, while applying the strategic changes in reactor parameters needed to increase its efficiency. A diversion reduction from 53 to 34% was achieved, reducing the sludge discharge generated in the aerobic system from 3670mg TSS/l with two aeration tanks down to 2947mf TSS/l using one tank, keeping the same relation VSS:TSS (0.55) and an efficiency of total removal of 98% in terms of COD.
OTIMIZAÇÃO DO PROCESSO DE TRATAMENTO DE ÁGUAS RESIDUAIS DE UMA INDÚSTRIA CERVEJEIRA
RESUMO
Estudou-se a otimização do sistema de tratamento de águas residuais de uma indústria cervejeira que funciona sob a modalidad de sistema combinado de reactor anaeróbio e lodos ativados. A avaliação abrangeu duas etapas. Durante a primeira, com duração de seis meses, se analisou o funcionamento da fábrica com as características e parâmetros operacionais prevalecentes de desvio para o tratamento aeróbico maior a 50%, uso de dois tanques de aireação e elevada produção de lodo. A segunda etapa abrangeu quatro meses nos quais o sistema trabalhou com o modelo operacional proposto com a finalidade de melhorar o tratamento: diminuição da taxa de desvio até 30% e utilização de um só tanque de aireação. Em cada etapa se realizaram medições de SST, SSV e DQO à entrada e saída do reactor anaeróbio e dos tanques de aireação. Os resultados se compararam com as especificações de desenho correspondentes e se aplicaram as condições necessárias para diminuir a taxa de desvio para o processo aeróbico mediante acompanhamento do volume e concentração do afluente, aplicando mudanças estratégicas nos parâmetros do reactor que incrementasem sua eficiência. Obteve-se uma redução do desvio de 53 a 34%, diminuindo o lodo de descarte gerado no sistema aeróbico de 3670mg SST/l com dois tanques de aireação até 2947mg SST/l empregando um tanque, mantendo os mesmos valores de relação SSV:SST (0,55) e uma eficiência de remoção global em termos de DQO de 98%.
En todo proceso productivo se genera un desecho después de obtenido el producto deseado, desecho que debe tratarse de manera tal que su disposición final no afecte al medio ambiente. En el caso específico de la industria cervecera se genera un efluente con alta carga de materia orgánica, sólidos y otras sustancias, situación que hace necesaria la instalación de una planta de tratamiento de aguas residuales (PTAR). La industria productora de cerveza estudiada optó por instalar un sistema combinado de tratamiento anaeróbico (Reactor CI, circulación interna) y aeróbico (lodos activados por aeración prolongada). En los meses previos a este estudio se registró un descenso en la eficiencia del proceso y una elevada producción de lodo en el sistema aeróbico, que requiere de tratamiento y disposición apropiada. La causa de este problema fue una alta tasa de desvío de agua residual del Reactor CI directamente hacia el sistema de lodos activados, siendo necesario ajustar los parámetros de operación de la PTAR para lograr elevar la carga volumétrica a tratar en el proceso anaeróbico y así disminuir el desvío de efluente hacia el proceso aeróbico. Para ello, se requirió evaluar el funcionamiento de las unidades en función de la carga aplicada, determinar su eficiencia de tratamiento y proponer un plan estratégico para retomar el control del proceso, reducir el desvío de agua residual y minimizar el lodo generado con un mínimo de costo y energía para la empresa (Ramalho, 1983; Austermann-Haun et al., 1998; Driesen et al., 2000).
PALABRAS CLAVE / Lodo Activado / Optimización / Reactor Anaerobio / Tasa de Desvío / Tratamiento Combinado /
Recibido: 27/07/2009. Modificado: 23/10/2009. Aceptado: 27/10/2009.
Materiales y Métodos
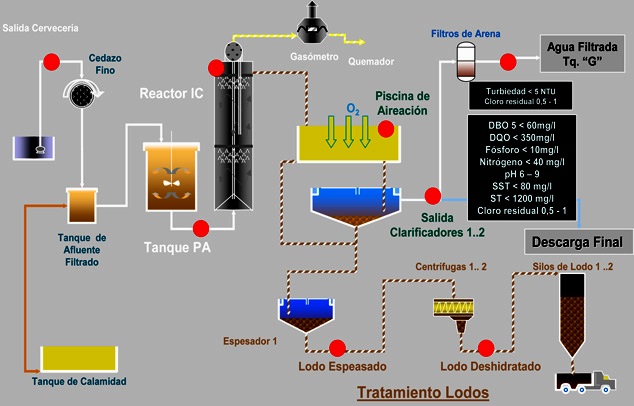
La evaluación se dividió en dos etapas. Durante la primera, de seis meses de duración, se analizó el funcionamiento de la planta con las características y parámetros operacionales prevalecientes: tasa de desvío hacia el tratamiento aeróbico mayor al 50%, uso de dos tanques de aireación y una elevada producción de lodo. La segunda etapa abarcó un período de cuatro meses, durante los cuales se operó el sistema con el modelo de funcionamiento planteado en el diseño, con el objetivo de incrementar la eficiencia del tratamiento: disminución de la tasa de desvío hasta un 30% y utilización de un tanque de aireación. Se comenzó realizando un estudio de las condiciones de operación de la PTAR mediante observación y evaluación de cada unidad: parámetros de diseño, flujos volumétricos, flujos másicos y concentraciones, con la finalidad de recolectar datos que permitieran comparar los parámetros de funcionamiento con los recomendados en la bibliografía y los requerimientos exigidos por el proceso, todo esto como un primer paso para plantear las posibles opciones técnicas y cambios en las variables del proceso, sin afectar la capacidad de los equipos existentes o adicionar nuevas unidades. Para cumplir los objetivos planteados se realizaron análisis de demanda química de oxígeno (DQO), sólidos suspendidos totales (SST) y sólidos suspendidos volátiles (SSV) siguiendo la metodología descrita en APHA (1999). Un esquema general de la PTAR es presentado en la Figura 1 (Tejerina et al., 2004).
Los cálculos y las ecuaciones (Tabla I) utilizadas para evaluar el funcionamiento de las unidades de la PTAR son descritos a continuación.

La primera etapa es el proceso anaeróbico, donde existen ciertas limitaciones que no permiten que toda el agua que llega a la planta sea tratada anaeróbicamente, siendo necesario crear una línea de desvío directo hacia el tratamiento aeróbico. El proceso anaeróbico consta de un tanque de pre-acidificación (PA) cuyo volumen controla directamente el caudal de alimentación del reactor, así como la condición de pH dentro del mismo determina si puede alimentarse agua residual al reactor. Otro factor relevante en el tanque es mantener una concentración importante de ácidos grasos volátiles (AGV) que alimentan al reactor. Por tanto, fue necesario buscar la combinación de variables para el control de nivel y alimentación del reactor que permitiera mejorar el volumen diario procesado por el reactor sin afectar negativamente la producción de AGV, donde el tiempo de residencia se controla según el nivel del tanque y el caudal de alimentación, siendo estas variables calculadas mediante la Ec. 1. Para calcular el grado de acidificación obtenido en el tanque PA se utilizó la Ec. 2. Como el funcionamiento del reactor anaeróbico depende directamente del caudal con el cual es alimentado, los cambios realizados deben ser tales que las características de diseño no se vean afectadas, siendo los principales aspectos considerados la carga orgánica diaria tratada, la eficiencia de remoción proporcionada y la velocidad ascendente de flujo, empleándose para ello la Ec. 3. En el caso particular de los reactores CI, la compañía representante los construye con una altura estándar de 20m; con este dato y conociendo el diámetro (6m) se calculó el volumen del reactor y el área transversal, mientras que la velocidad ascendente (VAcalc) de flujo se determinó mediante la Ec. 4. Si el valor de VAcalc no excede 10m·h-1 (valor de diseño), el volumen del reactor escogido es el adecuado; de lo contrario, se debe proponer un caudal de flujo que garantice no exceder el límite de diseño, donde la eficiencia de remoción fue determinada con la Ec. 5. Para los reactores CI la carga orgánica de diseño es de 15-35kg DQO/m3día, con una eficiencia de remoción de DQO del 70-75%, y la carga volumétrica máxima viene dada por la condición de diseño de 320m3·h-1.
En el caso del proceso aeróbico, éste depende fundamentalmente de la carga orgánica alimentada a los tanques de aireación, siendo la variable operacional que controla el sistema de lodos activados el parámetro F/M (relación alimento/microorganismo), calculada por la Ec. 6, resultando 0,12 por día el valor recomendado. El propósito fue calcular la relación con la que venía operando la planta y ajustarlo según la demanda de sustrato que se calculase. La edad del lodo se calculó con la Ec. 7, mediante un procedimiento iterativo que involucra factores de diseño del tanque de aireación y el funcionamiento del sistema de lodos activados. El procedimiento iterativo comenzó utilizando un valor de diseño de 21,36 días para el tiempo medio de retención celular (TMRC). En este punto se obtuvo la velocidad de utilización de substrato específica (q) mediante la Ec. 8, de forma que se pudiera realizar la gráfica q vs 1/q y obtener las constantes biocinéticas Y (metabolismo celular en kg de SSVLM producidos/kg de sustrato consumido) y Kd (coeficiente de descomposición microbiana por día). A través de un balance de masa en el sistema se calculó la producción de biomasa, ya que debe mantenerse un equilibrio en el inventario de sólidos en el tanque de aireación que permita desechar la misma cantidad de biomasa que se genera. La producción neta de biomasa (DSSV en kg SSV/día), los caudales de recirculación y purga de lodo, y el tiempo de retención hidráulico en el tanque de aireación se calcularon a partir de las Ecs. 9, 10, 11 y 12 respectivamente (Benefield y Randall, 1980; Cheremisinoff, 1996, 2002; Metcalf y Eddy, 1996; Bitton, 2005).
Otro aspecto considerado en el sistema de lodos fue la cantidad de O2 disuelto (OD) en los tanques de aireación y el cálculo del volumen de aire necesario para la oxidación de la carga de substrato mediante la Ec. 13. Una vez obtenido este valor se determinó mediante la Ec. 14 la transferencia estándar del aire suministrado, dando como resultado la cantidad de O2 teórico mínimo requerido para mantener el sistema en la concentración de OD propuesto, siendo éste expresado en volumen de aire mediante la Ec. 15. Un aspecto importante del proceso es el cálculo del porcentaje o tasa de desvío, ya que el control de este parámetro dictará el éxito de una mejora en el proceso, siendo determinado en función de la cantidad de agua residual que no pasa por el reactor anaeróbico (según los contadores de la planta), pero también es importante conocer los motivos que lo generan y el efecto de la falla en cuanto al volumen de desvío, para lo cual se realizó, a través del registro histórico del sistema automático de control, una exhaustiva búsqueda de las posibles razones de que el reactor no operara en su máxima capacidad, siendo estas: alto pH en el tanque PA; bajo pH en el tanque PA; fallas en el quemador; fallas de tensión, mantenimiento y limpieza; y alto caudal, entre otros (Benefield y Randall, 1980; Cheremisinoff, 1996, 2002; Metcalf y Eddy, 1996; Bitton, 2005).
Resultados y Discusión
En la Tabla II se observa que durante un período de 6 meses de evaluación (Etapa I), el nivel máximo utilizable del tanque PA se encontraba en un 70% de su volumen total, siendo el porcentaje de acidificación del agua de 37%, con un tiempo de residencia máximo en el tanque de 4,2h en condiciones de flujo de alimentación normal a máximo, que programado era de 290m3·h-1. Se aprecia que la duración de este tiempo de residencia máximo es insuficiente para acidificar el agua alcalina que entraba al tanque (el valor del pH promedio del agua residual a tratar proveniente de la planta fue de 10 a 11) generando valores altos de desvío (53%). Esta situación conlleva a que si el tanque PA no era capaz de amortiguar en poco tiempo la alcalinidad del afluente, rápidamente el pH se eleva por encima del valor máximo permitido para una buena operación de las bacterias dentro del reactor CI (pH>7,6), y por lo tanto el flujo de alimentación hacia el reactor se detiene hasta que el pH se encontrase en la condición apropiada (entre 5,8 y 7,6), siendo necesario inyectar CO2. Durante este período de estabilización el agua residual continuaba llegando a la planta, siendo desviada al sistema aeróbico. En el primer período de evaluación 16% del desvío fue debido a pH elevado en el tanque de acidificación, lo cual se traduce en 124533m3 de agua residual no tratada por el reactor anaeróbico. En la Figura 2 se observa cómo se alimentó el flujo hacia el reactor CI según la distribución de los parámetros de operación suministrados al sistema automático e indicados en la Tabla II, reflejando inestabilidad en la corriente para un nivel bajo del tanque PA inicialmente, pero en la medida en que el nivel alcanzó 25% el caudal alimentado fluctuó desde 0 hasta 150m3·h-1, lo cual acontece en ambas direcciones de recorrido; es decir, cuando se realiza el vaciado y llenado del tanque y, según sea el caso, el sistema abre o cierra progresivamente la válvula de alimentación al reactor.


Posteriormente se consideró que el intervalo de variación del caudal (Q) a alimentar de Qmin a Qnormal es amplio, ya que va de 45 a 55%, siendo éste el rango donde se mantuvo por mayor tiempo el nivel del tanque, creando inestabilidad en el caudal al alimentar al reactor, debido a que el sistema no alcanza un equilibrio entre el agua residual que entra al tanque y la que sale hacia el reactor, generándose un constante movimiento de la válvula automática de control, que responde a un intervalo de 10 unidades. Por otro lado, el intervalo de variación de alimentación con caudal normal y caudal máximo es pequeño, por lo cual no se aprovecha la capacidad volumétrica de tratamiento de agua residual del reactor. Una gráfica representativa para un día normal de actividad del reactor bajo estos parámetros de operación se muestra en la Figura 3 para un período de 12h, donde la ligera variación en el nivel, ya sea aumento o disminución, del tanque de pre-acidificación (línea 2, nivel del tanque) trae consigo una variación en la cantidad de flujo de alimentación al reactor (línea 1, entrada al bioreactor), lo que implica un trabajo extra en la válvula automática y la bomba de alimentación de flujo al reactor. Por ende, es importante reducir esta elevada variación en el caudal de flujo de alimentación al reactor de manera que se encuentre un equilibrio dentro del tanque PA y aumente su capacidad de amortiguación y acidificación del agua residual entrante. Así mismo, también se buscó disminuir la cantidad de trabajo realizado por la válvula automática de control y la bomba de alimentación al tener que ajustar continuamente la cantidad de flujo alimentado, y mantener un trabajo contínuo sin grandes variaciones.

En la Tabla II también se muestran los cambios propuestos en la Etapa II en los parámetros de nivel de tanque y flujo de alimentación al reactor. Inicialmente se propuso que la alimentación al reactor se mantuviese desde el nivel bajo en el tanque PA y que permanezca constante hasta el siguiente cambio, empleando un flujo de 100m3·h-1 (menor al anterior de 150m3·h-1). De esta manera se incrementó el tiempo de alimentación al reactor en caso de que el afluente a planta disminuyera e hiciera descender el nivel del tanque PA; para cuando se normalice el afluente y comience a llenarse de nuevo el tanque PA, la alimentación al reactor no se detendrá y existirá continuidad en el proceso. Posteriormente, se disminuyeron los intervalos de cambio respecto al flujo de alimentación; es decir, los cambios en el flujo a alimentar al reactor no fueron realizados de manera progresiva sino en escalón.
Adicionalmente, se incrementó el volumen aprovechable del tanque hasta un nivel de 80% del total, lo cual conlleva un tiempo de residencia en el tanque de 5h para un caudal máximo. Mediante este diseño de control se maximizó el tiempo de residencia en el tanque, alcanzando 48% de acidificacion promedio, 12% más que el modelo anterior. También se aprovechó el intervalo de nivel más común en el que se encuentra el tanque, de 45-55% para emplear un caudal mayor de alimentación, de 300-310m3·h-1 en lugar de 290-300m3·h-1. En la Figura 4 se aprecia que el caudal alimentado al reactor se mantuvo constante, ya sea en un valor máximo o mínimo, eliminando la susceptibilidad del sistema respecto al nivel del tanque PA, por lo que los cambios en el flujo de alimentación fueron menores. El tamaño del intervalo de cambio en el flujo de alimentación fue de 40 unidades, que va desde 42 hasta 80% del nivel en el tanque, en el cual el flujo de alimentación fue de 300m3·h-1, llegando a un máximo de 310m3·h-1 cuando el nivel en el tanque era el máximo. De esta manera, aplicando los cambios propuestos se encontró que durante un período de evaluación de 4 meses posteriores a los cambios introducidos, el volumen desviado por elevado pH hacia los tanques fue de 55589m3, alcanzando una diminución de ~68900m3 en comparación con el período anterior, disminuyendo la cantidad de CO2 aplicado, y con mayor continuidad y control en el proceso, ya que el tiempo necesario para que el tanque amortigue el pH del afluente es menor.

El reactor anaerobio fue evaluado en términos de carga tratada y DQO removida. La Tabla III resume los valores obtenidos durante la evaluación, donde la eficiencia en cuanto a remoción de DQO total bajó ligeramente de 71 a 68% debido a la disminución del tiempo de retención hidráulico para un caudal de 300m3·h-1. Aunado a esto, también se observa aumento en la carga de SST en el efluente del reactor de 444 hasta 674mg·l-1, debido a una mayor velocidad del flujo ascendente dentro del mismo. Sin embargo, no se aprecia en el efluente una cantidad significativa de masa microbiana flocular, siendo por lo tanto este aumento en la cantidad de sólidos suspendidos en el efluente del reactor la razón de la disminución en la eficiencia de la DQO total. La certeza de esta explicación radica en que el porcentaje de remoción de la DQO filtrada no varía significativamente; es decir, que toda la DQO soluble está siendo eliminada con la misma eficiencia a pesar del aumento en el flujo y disminución del tiempo de residencia.

En la Tabla III se aprecia la optimización del proceso ante las modificaciones realizadas. Se debe destacar que a pesar de que la evaluación es efectuada en lapsos de tiempos distintos (seis y cuatro meses) el volumen de agua residual procesada por el reactor es prácticamente igual, con una diferencia de apenas 1000m3.
La Tabla IV compara los parámetros de diseño del reactor con los obtenidos al introducir cambios en la operación. Es de resaltar los valores de velocidad ascendente y de carga orgánica aplicada, donde una velocidad mayor a la de diseño (10m·h-1) ocasionaría pérdidas significativas de material microbiano necesario para el pulimento del agua residual que entra al reactor. Se debe evitar estas pérdidas por acción del arrastre de la corriente ascendente y mantener la carga en forma de flóculos en el reactor. En este mismo orden de ideas, un exceso en la carga orgánica resulta en una deficiencia de remoción y un crecimiento elevado del manto de lodo, incrementando los sólidos suspendidos en el efluente y requiriendo entonces la descarga y disposición de lodo anaerobio para restablecer el equilibrio dentro del reactor.

El volumen de agua residual procesado diariamente se llevó cerca del límite de diseño cuando el flujo de alimentación normal al reactor fue de 300m3·h-1 (máximo de 310m3·h-1, por lo cual durante algunos días, cuando el reactor trabajó a su máxima capacidad se registró un volumen procesado en 24h mayor a 7200m3·h-1, pero a pesar de estas condiciones siempre fue previsto que la carga orgánica aplicada no excediera la capacidad de diseño establecida. Esto fue logrado calculando y manteniendo bajo observación la concentración diaria de DQO en el afluente al reactor, que se ubicó en 21kg DQO/m3 de agua residual, por debajo del límite de 27kg DQO/m3. Por lo tanto, una medición correcta durante un período determinado de evaluación debe mostrar que los resultados obtenidos bajo el nuevo esquema de operación concuerden con el rango de diseño operacional fijado (Metcalf y Eddy, 1996; PROSAB, 1999).
Analizando el proceso de tratamiento aeróbico, en un sistema de lodos activados las variables relacionadas a la producción de lodo del sistema son las constantes biocinéticas que rigen el comportamiento y generación de lodo en el sistema, siendo de 0,35kg SST/kg DBOrem para Y' y Kd próximo a cero. Las condiciones de operación del sistema durante la primera etapa de evaluación se resumen en la Tabla V, donde se aprecia una alta carga orgánica (~8700kg DBO/día) debido a la elevada tasa de desvío de agua residual en el sistema anaeróbico, requiriéndose mantener un inventario de sólidos elevado. Por ello, empleando un tanque de aireación no sería suficiente ya que excedería el valor teórico requerido de 5735mg·l-1 de SST y el valor máximo de diseño de 5000mg·l-1 de SST, siendo necesario habilitar un segundo tanque de aireación y distribuir la carga orgánica diaria aplicada al sistema. Es por esto que la concentración encontrada en el sistema es de 3670mg·l-1 de SST, lo cual implica el uso de cinco bombas de recirculación y una elevada cantidad de aire (15000m3·h-1), que se traduce en un consumo excesivo de energía. Por otro lado, el valor de 0,093días-1 obtenido para F/M fue inferior al recomendado por la bibliografía y al de diseño de la estación, siendo necesario aumentarlo ya que debería estar entre 0,12 y 0,15días-1. En la segunda etapa se propuso disminuir la carga orgánica que llegaba al sistema aeróbico considerando una tasa de desvío de 30% y una eficiencia de remoción de DQO de 70% en el tratamiento anaeróbico. Efectuando los cálculos en base a los promedios de caudales y concentraciones encontrados en la planta en el primer período de evaluación (Tabla V), se obtuvo un inventario calculado de SST de 4572mg·l-1 para mantener una relación F/M óptima de 0,12días-1 para efluentes de cervecerías, siendo este valor de SST menor al de la carga de diseño para un tanque de aireación: Por lo tanto, se demostró que es posible trabajar con un solo tanque, lo cual resulta en una disminución del consumo energético al emplear menos bombas de recirculación y poco más de la mitad del volumen de aire, con respecto a la operación durante la primera etapa de evaluación (disminución de ~6200m3·h-1 de aire).

La Tabla V resume los resultados en valores promedio obtenidos tras cuatro meses de observación, donde a pesar de no alcanzarse la meta de 30% de desvío, una disminución hasta 34% hizo posible que al cabo de un mes de introducir las modificaciones se lograra la desactivación del segundo tanque de aireación, alcanzando el equilibrio con un promedio de 2947mg·l-1 de SST, y logrando la misma calidad del efluente tratado y menor cantidad de lodo a manejar en los subsiguientes pasos. A pesar de tener una mayor generación neta de biomasa, la carga diaria de sólidos aplicada a los clarificadores es menor ya que cuenta con solo un tanque de aireación para dos clarificadores en servicio. Cabe destacar que se mantuvo la relación entre los SST y los SSV en 0,55, lo cual representa una característica de este sistema de lodos activados.
Con respecto a la carga orgánica aplicada al sistema, el cálculo teórico fue cercano al obtenido después de modificar el proceso anaeróbico (6146kg DBO/día). Por otro lado, el valor del F/M no fue alcanzado, e incluso sobrepasó el límite teórico máximo recomendado de 0,15día-1. Se logró disminuir el tiempo medio de retención celular (TMRC) a la mitad y mantener la misma eficiencia de remoción en el sistema con un volumen de aire de 7176m3·h-1, que es incluso menor al volumen de aire propuesto. Para este segundo período se calcularon de nuevo las constantes biocinéticas a fin de verificar el comportamiento del sistema, donde al igual que en la primera etapa la constante Kd tiende a cero y Y' fue de 0,349kg SST/kg DBOrem. Esto indica que a pesar de modificar las condiciones de la planta la constante de generación de lodo permanece con el mismo valor (Eckenfelder, 1980; Eckenfelder y Grau, 1992; Huidobro et al., 1993; Van Haandel y Marais, 1999; Von Sperling, 2002; Calderón y Ramírez, 2004).
Conclusiones
La cantidad de agua desviada al proceso aeróbico es el factor de mayor influencia sobre el comportamiento del proceso global de tratamiento del agua residual. La reducción en la tasa de desvío de 53 a 34%, permitió reducir la carga orgánica enviada al sistema de lodos activados, empleando un solo tanque de aireación y reduciendo el volumen de lodo de descarte. Entre los parámetros más resaltantes del proceso anaeróbico se encuentra la necesidad de un elevado tiempo de residencia del agua residual en el tanque de pre-acidificación (5h) para obtener un pH adecuado. Para el caso del reactor de circulación interna un valor de caudal de alimentación normal de 300m3·h-1 que pueda llegar hasta un caudal máximo de 310m3·h-1 es necesario para una buena remoción en cuanto a la cantidad y a la concentración de la carga orgánica del afluente sin comprometer la integridad del mismo ni del proceso. Así mismo, se determinaron los parámetros característicos de la planta de tratamiento de aguas residuales y se demostró que pueden ser usados en futuros estudios para el funcionamiento de la planta en cálculos teóricos, obteniendo resultados similares a los reales.
Referencias
1.APHA (1999) Standard Methods for Examination of Water and Wastewater. 20a ed. APHA-AWWA-WEF. Nueva York, EEUU. 1325 pp. [ Links ]
2.Austermann-Haun U, Lange R, Seyfried CF, Rosewinkel KH (1998) Upgrading an Anaerobic/Aerobic Wastewater Treatment Plant. Water Sci. Technol. 37: 243-250. [ Links ]
3.Benefield L, Randall C (1980) Biological Process Design for Wastewater Treatment. Pren-tice-Hall. Englewood Cliffs, NJ, EEUU. 560 pp. [ Links ]
4.Bitton G (2005) Wastewater Microbiology. 3a ed. Wiley. Hoboken, NJ, EEUU. 746 pp. [ Links ]
5.Calderón C, Ramírez E (2004) Sistemas Integrados de Tratamiento de Aguas Residuales y su Reuso para un Medio Ambiente Sustentable. Tomo I. Instituto Mexicano de Tecnología del Agua. México. 380 pp. [ Links ]
6.Cheremisinoff NP (1996) Biotechnology for Waste and Wastewater Treatment. Noyes. Westwood, NJ, EEUU. 231 pp. [ Links ]
7.Cheremisinoff NP (2002) Handbook of Water and Wastewater Treatment Technologies. Butterworth-Heinemann. Boston, MA, EEUU. 636 pp. [ Links ]
8.Cleverson A, Fernandes F, Von Sperling M (2001) Lodo de Esgoto: Tratamento e Disposição Final. DESA, UFMG. Brasil. 483 pp. [ Links ]
9.Driessen W, Yspeert P, Yspeert Y, Vereijken T (2000) Compact Combined Anaerobic and Aerobic Process for the Treatment of Industrial Effluent. Environmental Forum. Colombia-Canada: Solutions to Environmental Problems in Latin America. Colombia. pp. 1-11. [ Links ]
10.Eckenfelder WW (1980) Principles of Water Quality Management. CBI. Boston, MA, EEUU. 717 pp. [ Links ]
11.Eckenfelder WW, Grau P (1992) Activated Sludge Process Design and Control. Theory and Practice. Technomic. Lancaster, PA, EEUU. 268 pp. [ Links ]
12.Huidobro M, Flores A, López S, Pérez D (1993) Operación y Mantenimiento de Plantas de Tratamiento de Lodos Activados. Instituto Mexicano de Tecnología del Agua. México. 200 pp. [ Links ]
13.Lemos C, Van Haandel A, Foresti E, Syvis L (2006) Post-Tratamiento de Efluentes de Reactores Anaerobios. DESA. UFMG. Belo Horizonte, Brasil. 543 pp. [ Links ]
14.Metcalf y Eddy (1996) Ingeniería de Aguas Residuales. Tratamiento, Vertido y Reutilización. Vol. I y II. 3ª ed. McGraw Hill. México. [ Links ]
15.PROSAB (1999) Tratamento de Esgotos Sanitários por Processo Anaeróbio e Disposição Controlada no Solo. Programa em Saneamento Basico. ABES. Rio de Janeiro. Brasil. 435 pp. [ Links ]
16.Ramalho R (1983) Tratamiento de Aguas Residuales. Reverté. Barcelona, España. 716 pp. [ Links ]
17.Tejerina WA, Carmona CS, Lasci MJ, Seghezzo L, Cuevas CM (2004) Biodegradabilidad anaeróbica de efluentes cerveceros. Averma 8: 13-17. [ Links ]
18.Van Haandel A, Marais G (1999) O comportamento do Sistema de Lodo Ativado-Teoria e Aplicações para Projeto e Operação. Epgraf. Parahiba, Brasil. 488 pp. [ Links ]
19.Von Sperling M (2002) Princípios do Tratamento Biológico de Águas Residuárias: Lodos Ativados. 2ª ed. DESA, UFMG. Belo Horizonte, Brasil. 427 pp. [ Links ]
