










Servicios Personalizados
Revista
Articulo
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkRevista de la Facultad de Ingeniería Universidad Central de Venezuela
versión impresa ISSN 0798-4065
Rev. Fac. Ing. UCV v.20 n.4 Caracas oct. 2005
minimización de los residuos provenientes de la regeneración de las Resinas de las Plantas Desmineralizadoras del crp-amuay
JUAN LAGO1, JOSÉ FERNÁNDEZ1 Y DAGLES DÍAZ2
1 Universidad Central de Venezuela, Facultad de Ingeniería, Escuela de Ingeniería
Química. Apartado 48.146, Los Chaguaramos, Caracas 1041A, Venezuela.
2 Gerencia de Ingeniería de Procesos, Centro Refinador Paraguaná-Amuay,
PDVSA. Judibana, Edo. Falcón, Venezuela.
E-mail: juanjlago@yahoo.com, fernandj@ucv.ve
RESUMEN
Motivado a la deficiencia en el abastecimiento de agua en el Estado Falcón, se estudió el reuso de agua de proceso en la Refinería de Amuay a través de la minimización de los desechos de las regeneraciones de las resinas de las plantas desmineralizadoras (DMAY-2/3). En la primera etapa del estudio, se evaluó el proceso actual de regeneración para conocer cuáles eran los efluentes correspondientes a los pasos recuperables sin requerir de tratamiento, hallándose que pueden ser recuperados completamente dos pasos en los intercambiadores catiónicos de DMAY-2 y dos en los de DMAY-3, así como dos pasos en los intercambiadores aniónicos de DMAY-2. La mejor opción de las alternativas estudiadas para destinar estos efluentes son los tanques de agua recuperada existentes en cada planta DMAY-2/3, para luego ser suministrados a las plantas de ablandamiento en caliente (WZAY-2/3). El reuso del agua de estos pasos podría implicar un ahorro de 41,7 MMBs al año. En el caso de los pasos que no pudieron ser recuperados, se determino que la ósmosis inversa es la mejor opción tecnológica evaluada. El tratamiento del contenido de los tanques de neutralización se realizaría por medio de dos plantas (una para cada tanque), hasta obtener una calidad igual o mejor al agua cruda. El agua desechada de los módulos de ósmosis inversa se descargará directamente en la bahía de Amuay dado que cumple con lo establecido en las normas para la clasificación y el control de la calidad de los cuerpos de agua y vertidos o efluentes líquidos (Decreto Nº 883). En conclusión, las alternativas recomendadas para la recuperación de agua permiten minimizar los desechos de las regeneraciones en un 70%, es decir, que ahora serán desechados 125 GPM de los 420 GPM originales.
Palabras claves: agua, recuperación, intercambio iónico, regeneración, desalación, ósmosis inversa.
REDUCTION OF WASTE FROM RESIN REGENERATION FROM DEMINERALIZATION PLANTS IN CRP-AMUAY
ABSTRACT
Due to the deficiency of the water supply in Falcón State, a study on the reuse of processed water was carried out at Amuay Refinery. It was based on the waste reduction of the demineralization plants (DMAY-2/3). In the first stage of the study, the current regeneration process was evaluated to determine which steps-effluents could be reused without requiring any treatment. As a result, it was determined that two steps-effluents of cationic exchangers of DMAY-2 and also two stepseffluents from those of DMAY-3 can be reused. In addition, two steps-effluents of anionic exchangers of DMAY-2 can be reused as well. The best alternative where those steps-effluents could be applied is recovered water tanks in each plant DMAY-2/3, to be later supplied to the plants of hot-softening (WZAY-2/3). Reusing those steps-effluents might lead to f Bs. 41.7 MM a year. In the case of the steps-effluents that could not be recovered, it was determined that reverse osmosis is the best technological option available. The treatment of the content of the neutralization tanks will be carried out by means of two plants (each plant a tank), until the same or even a better quality of raw water is obtained. The wastewater from the reverse osmosis plants will be dropped directly into Amuay Bay since it fulfills what it is established in the applicable regulation. In conclusion, the recommended alternatives for water recovery allow us to minimize the waste coming from the regenerations up to 70%, it means, 125 GPM out of the original 420 GPM will now be discarded.
Keywords: water, recovery, ionic exchange, regeneration, desalination, reverse osmosis.
Recibido: noviembre de 2004 Recibido en forma final revisado: diciembre de 2005
INTRODUCCIÓN
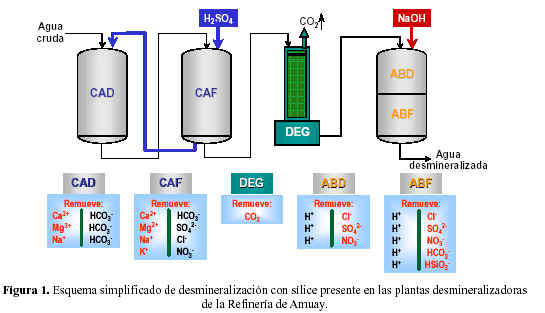
El abastecimiento de agua en el Estado Falcón se ha visto afectado por las prolongadas sequías e incrementos en el consumo industrial y doméstico, motivo por el cual en la Refinería de Amuay se ha considerado el reuso de agua de proceso para disminuir la dependencia de las fuentes externas de agua. Las plantas desmineralizadoras se presentan como una opción viable debido a que durante la regeneración de las resinas se produce un volumen considerable de efluentes. Las plantas desmineralizadoras emplean el proceso de intercambio iónico para remover los cationes y aniones presentes en el agua, a través del uso combinado de resinas catiónicas y aniónicas. El sistema que presentan las plantas desmineralizadoras del CRP-Amuay es una desmineralización con eliminación de sílice, tal como se muestra en la figura 1, la cual consta de una etapa de intercambio catiónico con una resina ácido débil (CAD) con ciclo hidrógeno (H+), seguido de una segunda etapa de intercambio catiónico con una resina ácido fuerte (CAF) con ciclo hidrógeno (H+), luego una desgasificación intermedia (DEG) y después una etapa de intercambio aniónico del tipo lecho estratificado con una resina aniónica base débil (ABD) y una base fuerte (ABF) (LAGOVEN, 1980; LAGOVEN, 1993).
Las resinas tienen como objetivo intercambiar los iones indeseables que están presentes en el agua por iones deseables que están presentes en la resina. Una vez realizado el intercambio y por agotamiento en la resina de los iones deseables, se procede a realizar el proceso de regeneración con una solución concentrada de iones deseables para que estos se queden en la resina y reiniciar el ciclo (LIPESA, 1998; NALCO, 1993). La mayor cantidad de estos efluentes son enviados a neutralización para luego verterlos a la bahía de Amuay. Por esta razón, el objetivo de este estudio es la minimización de los desechos de la regeneración de las resinas de las plantas desmineralizadoras (DMAY-2/3) del Centro Refinador Paraguaná-Amuay. Para ello se plantearon dos etapas: la primera consiste en la evaluación del proceso actual para conocer cuáles pasos de la regeneración pueden ser recuperados sin requerir de tratamiento, y para el resto de los volúmenes de agua que no se puedan recuperar en la etapa anterior se plantea la posibilidad de ser tratados por medio de una tecnología de desalación.
METODOLOGÍA
En primer lugar se estimó el caudal desechado por cada uno de los pasos de la regeneración de las resinas catiónicas y aniónicas de las plantas DMAY-2/3. Se realizó la evaluación de las características físico-químicas de los pasos de las regeneraciones de las resinas (completos o parte de ellos), y a partir de estos análisis se seleccionan aquellos que pueden ser desviados a otro proceso dentro de la refinería. En el caso de la recuperación de los pasos completos se tomaron muestras compuestas de cada paso en estudio y se
le determinaron los siguientes análisis físico-químicos:
turbidez, pH, conductividad, sólidos suspendidos totales, calcio, magnesio, sodio, cloruros, sulfatos, fosfatos,
alcalinidad P, alcalinidad M, hierro total, potasio, cobre, nitrato y sílice. Estos análisis se realizaron usando la
metodología de los métodos estándares (APHA, 1998).
Mientras en la recuperación de fracciones de tiempo de un mismo paso se aplicaron análisis de conductividad y pH a cada una de las muestras instantáneas que conformaban la muestra compuesta de cada paso.
Los posibles destinos evaluados fueron: los tanques de agua cruda, las torres de enfriamiento, las plantas
desmineralizadoras y las plantas de ablandamiento en caliente (WZAY-2/3). Para cada uno se debió conocer y
estudiar las condiciones actuales de operación, y luego evaluar el impacto de alimentar los pasos a recuperar sin
tratamiento. Se determino el potencial ahorro económico implicado en los volúmenes de agua y sustancias químicas de la recuperación, y además se desarrollo la ingeniería básica de las instalaciones requeridas para implementar la alternativa seleccionada.
Así mismo, se realizó la revisión de las tecnologías de desalación existentes, para seleccionar la que mejor se
adaptara al tipo de agua a ser almacenada en los tanques de neutralización, lo cual se realizó mediante una matriz que consideraba parámetros relacionados a la experiencia, complejidad, operación, mantenimiento, seguridad y economía. Se determinó el volumen de agua que puede ser destinado a la nueva planta de tratamiento (sustrayendo los pasos a ser recuperados sin tratamiento) y mediante el uso de balances de masa, se determinaron las características físico-químicas de las corrientes que serán alimentadas al mismo.
Una vez seleccionada la tecnología se determinó el número de plantas de tratamiento necesarias y se evaluaron las posibles alternativas para destinar las corrientes de producción (permeado) y concentrado (rechazo) de dichas plantas. Adicionalmente, se realizó un estudio de las instalaciones preliminares disponibles para la ubicación de las nuevas plantas de tratamiento.
RESULTADOS Y DISCUSIÓN
Se determinó que el caudal de agua actualmente desechado en la regeneración de las resinas de la planta DMAY-2 es 241 GPM y en la planta DMAY-3 es 179 GPM, lo cual hace un total de 420 GPM.
Los resultados de los análisis físico-químicos de las muestras compuestas de los pasos seleccionados como recuperables y del agua cruda promedio (patrón de comparación) se presentan en la tabla Nº 1. El estudio de los pasos seleccionados se describe a continuación de acuerdo a la regeneración de las resinas de cada planta desmineralizadora.
Los pasos seleccionados de la regeneración de las resinas catiónicas de DMAY-2 son:
Servicio CAD - 1er contralavado CAF: la finalidad es descomprimir el lecho de resina del CAF, evitando las posibles canalizaciones que originan el poco contacto entre el agua y la resina. Además de remover las partículas suspendidas (impurezas del agua filtrada) y los finos (partículas de resina deteriorada) recogidos durante el ciclo de operación (LAGOVEN, 1993). Por tales razones el efluente de este paso tendrá una mayor cantidad de sólidos suspendidos que los del agua cruda, tal como se muestra en la tabla Nº 1.
Los resultados obtenidos en los análisis físico-químicos de la muestra compuesta del agua que fluye por el CAD en sentido descendente y luego por el CAF en sentido ascendente, indican que las resinas no están completamente agotadas, permitiendo un intercambio de iones Ca2+ y Mg2+ por iones H+, lo que trae como consecuencia que el valor del pH disminuya, y que la conductividad aumente, debido a la presencia de iones H+que tienen la mayor conductancia iónica de los iones presentes.
En cuanto a los resultados de los análisis de conductividad y pH realizados a cada una de las muestras instantáneas que conforman la muestra compuesta, presentados en la figura Nº 2, se tiene que la tendencia de los valores de conductividad a través del tiempo es ir disminuyendo, indicando que la resina ha perdido su capacidad de intercambio y que el efluente presentará igual carga catiónica que el afluente. Además, como los valores de pH en función del tiempo son mayores a 3 (valor límite de las condiciones normales de operación), permiten confirmar que las resinas han perdido su poder de intercambio.


Contralavado CAD - Disponible CAF: en este paso se disminuye la compactación del lecho de resina del CAD, y
se remueven las partículas suspendidas y los finos atrapados durante el período de operación, por lo tanto el efluente tendrá una mayor concentración de sólidos suspendidos que el agua cruda, como se señala en la tabla Nº 1. A partir de los resultados indicados en la tabla Nº 1, se tiene que se ha realizado intercambio de iones Ca2+ y Mg2+ por iones H+, en donde el valor de Ca2+ ha disminuido y el Mg2+ aumentado, estas variaciones se deben a que la resina en presencia de iones con igual valencia, tiene mayor selectividad por iones con mayor peso atómico (LAGOVEN, efluente del CAD presente una mayor conductividad por la El hecho de que los muestreos Nº 1 y 3 tengan valores de conductividad superiores al agua cruda se adjudica a que las resinas en los primeros minutos del paso (0 a 10 minutos) tenían capacidad de intercambio, pero luego su conductividad pasa a ser similar a la del agua cruda; sin embargo en el caso del muestreo Nº 2 los valores de conductividad son similares al agua cruda en todo el lapso de duración del paso, lo cual indica que las resinas no tenían capacidad de intercambio. presencia de iones H+ que tienen la mayor conductancia iónica de los iones presentes. Sin embargo se puede señalar que la resina va perdiendo efectividad de intercambio con el transcurrir del tiempo, tal como lo indican los resultados de conductividad de las muestras instantáneas en la figura Nº 3. Adicionalmente los valores de pH de todos los muestreos instantáneos son levemente inferiores a los del agua filtrada.
Al comparar los valores de conductividad de los tres muestreos realizados los valores más bajos son los muestreos

Los pasos seleccionados de la regeneración de las resinas aniónicas de DMAY-2 son:
1er contralavado ALE: en este paso se remueve la cantidad de sólidos suspendidos del agua alimentada, y los fragmentos de resina deteriorada acumulados durante el período de operación. Además se descompacta la resina, evitando las posibles canalizaciones que afecten la eficiencia del lecho.
El resultado de los sólidos suspendidos mostrado en la tabla Nº 1 es muy pequeño debido a que el agua que entra al intercambiador aniónico ha recorrido los lechos de un filtro, un intercambiador catiónico débil, un intercambiador catiónico fuerte y un descarbonador, por tanto es lógico que los sólidos suspendidos retenidos en el anión de lecho estratificado sean mínimos.
Durante este paso el agua entra por la parte inferior del lecho de manera ascendente, topándose primero con una zona del lecho con cierta capacidad de intercambio, permitiendo la transferencia de aniones SO4 2- y Cl- por iones OH-, que hacen que se realice una auto-regeneración de la zona más alta del lecho (resina aniónica de base débil). Este intercambio trae como consecuencia que se tenga en el efluente una disminución en el valor de la conductividad, por tenerse menor cantidad de iones OH- (que poseen la mayor conductancia iónica de los aniones presentes) y mayor cantidad de SO4 2- y Cl-, tal como se muestra en la tabla Nº 1.
En los resultados de las muestras instantáneas mostrados en la figura Nº 4, los valores de conductividad son muy
superiores a los de operación normal de los intercambiadores aniónicos (y por lo tanto de la planta), lo cual señala que las resinas aniónicas (débiles y fuertes) están completamente agotadas. Además el valor de pH aumenta ligeramente con respecto al de las condiciones normales de operación (3).
Dado que la conductividad y el pH se mantienen constantes en el tiempo para los tres muestreos, esto permite confirmar que las resinas aniónicas son retiradas de operación en un tiempo posterior al que se agotan.
Nº 2 y 3, indicando que la resina del CAD estaba completamente agotada, y por tanto el efluente del intercambiador tendrá la misma carga iónica del afluente.

Precalentamiento ALE: en este paso se precalienta la resina para aumentar la remoción de la sílica coloidal retenida durante la operación del equipo, además se evita el choque térmico entre la resina y la posterior inyección del cáustico.
En este paso el agua descarbonada fluye en sentido corriente a través del anión de lecho estratificado.
En los resultados obtenidos de la muestra compuesta, mostrados en la tabla Nº 1, se tiene que se realizó un
intercambio de iones SO4 2- y Cl- por iones OH-, de acuerdo a la afinidad de las resinas la cual es mayor por los aniones bivalentes y luego para los monovalentes (MONGES, 2002), lo que trae como consecuencia que en el efluente disminuyan los iones SO42- y aumenten los iones Cl-. Estas variaciones en la carga iónica del agua alimentada permiten que la conductividad disminuya, y el valor del pH aumente por la disminución de los iones H+ al unirse a los iones OH- y formar moléculas de agua, tal como se muestra en la figura Nº 5. Se presenta intercambio de iones debido a la diferencia de temperatura proporcionada en este paso, a pesar de haber
señalado que la resina estaba completamente agotada. Por los resultados de las muestras instantáneas indicadas en la figura 5, se tiene que durante todo el período del paso la conductividad disminuye y el pH se mantiene más o menos constante. Como hecho resaltante de los resultados obtenidos, se tiene que en el muestreo Nº 3 los valores de conductividad están muy por debajo de lo esperado y el pH es mayor al ser comparados con los otros muestreos, esto es consecuencia de que la resina aún no estaba completamente agotada.

Los pasos seleccionados de la regeneración de las resinas catiónicas de DMAY -3 son:
Servicio CAD - Lavado superficial CAF: este paso es realizado para levantar y expandir el lecho del CAF, forzando
a que las partículas suspendidas (impurezas recogidas del agua filtrada durante el período en operación) y los finos (partículas de resinas deterioradas) salgan del equipo.
Adicionalmente, se reduce la compactación del lecho y las posibilidades de canalización del mismo, lo cual causa que el agua no entre en contacto con la resina y se pierda efectividad (LAGOVEN, 1993).
A partir de los resultados de la muestra compuesta indicados en la tabla Nº 1 se tiene que durante este paso la resina catiónica débil aún no se encuentra completamente agotada, permitiendo el intercambio de cationes (Ca2+ y Mg2+) por iones H+. De acuerdo a la selectividad de la resina en iones con un mismo grupo de valencia (divalentes), la cual aumenta en los cationes con mayor peso atómico (LAGOVEN, 1993), se retienen más los iones Ca2+ que los iones Mg2+, es decir, disminuye la cantidad de iones Ca2+ en mayor proporción que los iones Mg2+. Entonces, en el efluente del CAD se tiene una mayor conductividad que la del agua filtrada, debido a que la conductancia específica de los iones H+ es mayor que el resto de los iones presentes, y además se tiene una disminución del valor del pH alrededor de 4.
Este efluente es alimentado por la parte inferior del CAF, el cual se encuentra completamente agotado. Los H+
provenientes del CAD son intercambiados de nuevo por los iones K+, Na+ y Mg2+, no se intercambian por el Ca2+, debido a que no hay suficientes H+ presentes en el fluido. Esto permite que el efluente del CAF presente un ligero aumento en iones Mg2+, Na+ y K+; y menor cantidad de iones Ca2+.
Este intercambio hace que la conductividad del fluido disminuya por la poca presencia de los iones H+ y Ca2+, que tienen los valores más altos de conductancia iónica.
Al estudiar el comportamiento en el tiempo del pH y la conductividad mostrados en la figura Nº 6 se tiene que los
valores de conductividad son constantes para los tres muestreos realizados, confirmando la explicación anterior.
Por otra parte los valores de pH en el efluente oscilan entre 4 y 6 siendo superiores a las condiciones normales de operación (3) lo cual señala que las resinas han perdido su capacidad de intercambio permitiendo que el efluente presente valores de pH más próximos al afluente (agua filtrada).

Contralavado CAD: este paso se realiza en el intercambiador iónico con resina catiónica débil para disminuir la compactación del lecho y las posibles canalizaciones, que disminuyen el contacto entre el agua y la resina, traducido en baja efectividad, además de remover las partículas suspendidas y finos atrapados en la resina.
Los resultados obtenidos, mostrados en la tabla Nº 1, indican que la resina del CAD no está completamente agotada, entonces al entrar el agua por la parte inferior del equipo en dirección ascendente se desarrolla un intercambio de cationes Ca2+ por iones H+, que posteriormente la resina en presencia de los iones H+ los intercambia por iones Mg2+. Por lo tanto, en el efluente del CAD se tiene una disminución de los iones Ca2+ y un ligero aumento de los iones Mg2+, además de presentar iones H+, generando una ligera disminución del pH y un aumento de la conductividad (porque el H+ tiene una conductancia iónica superior a cualquiera de los cationes presentes) al ser comparados con el agua cruda. En los resultados de las muestras instantáneas mostrados
en la figura Nº 7 se tiene que en el comportamiento de la conductividad y el pH se reflejan valores constantes y muy parecidos a los del agua cruda durante todo el tiempo de duración del paso.

El paso seleccionado de la regeneración de las resinas aniónicas de DMAY-3 es:
Contralavado ALE: en este paso se alimenta agua en modo ascendente para estratificar el lecho de las resinas aniónicas débiles y fuertes, característica realizada debido a que la resina aniónica de base débil se expande en presencia del hidróxido de sodio (proporcionado en un paso previo) disminuyendo su peso específico, por lo que al ser más liviana se coloca encima de la resina aniónica de base fuerte. Al observar los resultados de las concentraciones de los aniones de la muestra compuesta, indicados en la tabla Nº 1, se tiene que se realizó un intercambio de iones SO42- y Clpor iones OH-, la cual se llevó a cabo de acuerdo a la afinidad de las resinas siendo mayor por los iones bivalentes y luego por los monovalentes (MONGES, 2002), lo que trae como consecuencia que los iones SO42- disminuyan y aumenten los iones Cl-. Luego los iones OH- en presencia de los iones H+ pasan a formar moléculas de agua, por lo tanto la conductividad del fluido disminuye y el pH aumenta. Por otra parte se tiene que los valores de HCO3 , CO32- y OH- (representados por los valores de alcalinidades y el pH) y HSiO3 - (representado por la concentración de SiO2) son muy altos al compararse con el agua cruda lo que señala que el desplazamiento de los iones retenidos en la resina aniónica fuerte durante su período normal de operación no se ha llevado a cabo completamente y por ello son desplazados durante este paso.
En general, los resultados de la muestra compuesta (representativa del volumen completo desechado durante
el paso) indican que no es recomendable recuperar de forma completa el paso. Sin embargo por los resultados de las muestras instantáneas realizadas a distintas fracciones de tiempo del paso, mostrados en la figura Nº 8, se tiene que en el primer cuarto de duración del paso en ambos muestreos realizados los valores de conductividad son similares al agua cruda, y el valor del pH durante ese intervalo es bajo. Por lo antes mencionado se puede considerar recuperable el primer cuarto de duración del paso.

A partir del estudio antes descrito los pasos que pueden ser recuperados completamente son: «servicio CAD - 1er contralavado CAF» y «contralavado CAD - disponible CAF» en los intercambiadores catiónicos de DMAY-2, «1er contralavado» y «precalentamiento» en los intercambiadores aniónicos de DMAY-2, «servicio CAD - lavado superficial CAF» y «contralavado CAD» en los intercambiadores catiónicos de DMAY-3. La cantidad de agua que representan estos pasos son 29 GPM en DMAY-2 y 12 GPM en DMAY- 3, para un total de 41 GPM.
Es importante señalar que los pasos seleccionados son los primeros del proceso de regeneración y previo a la inyección de químico, lo cual garantiza que tengan baja carga iónica, ya que si las resinas aun no están agotadas el efluente tendrá igual o menor carga iónica que el afluente. Sin embargo, de manera general los nuevos pasos a recuperar presentan valores de conductividad levemente superiores al agua cruda, como consecuencia de una mayor concentración de iones (cationes y aniones). Además por ser pasos de contralavado presentan mayores concentraciones de sólidos suspendidos que el patrón de comparación (agua cruda).
Adicionalmente, los pasos de los intercambiadores catiónicos tienen un valor de pH levemente ácido que puede
afectar su posible recuperación. Por tanto, todos los parámetros antes mencionados deben ser considerados en
las posibles fuentes de alimentación de estos nuevos pasos a recuperar.
El único paso de la regeneración que se puede recuperar fraccionado es el contralavado de los intercambiadores
aniónicos de DMAY-3, pero por ser un volumen de agua muy pequeño (1,1 GPM) no se justifica su recuperación.
De las alternativas estudiadas, las mejores opciones para destinar estos pasos son las plantas WZAY-2/3 a través de los tanques de agua recuperada existentes en cada planta desmineralizadora. En el estudio del comportamiento hidráulico de los tanques de agua recuperada al recibir los nuevos afluentes de los pasos a recuperar sin tratamiento se determinó que no será afectado el caudal actual bombeado a las plantas WZAY-2/3. El agua a recuperar de los pasos de la regeneración de las resinas de la planta DMAY-2 puede ser enviada a las plantas WZAY-2/3 siempre y cuando sólo sea alimentado en una proporción no mayor al 30% de agua del tanque de agua recuperada de DMAY-2. Por otra parte, el agua a recuperar en la regeneración de las resinas de DMAY-3 puede ser alimentada en cualquier proporción con agua cruda y/o agua del tanque de agua recuperada de DMAY-2. La limitación anterior se debe a las siguientes causas: primero las calidades de los pasos a recuperar en DMAY-2 son inferiores a las de DMAY-3, y segundo en DMAY-2 se recuperará un mayor volumen que en DMAY-3.
En la evaluación del impacto de los pasos a recuperar en las plantas de ablandamiento en caliente se tiene que a medida que se adiciona una mayor relación de agua recuperada de las plantas desmineralizadoras, el consumo de soda cáustica en el asentador aumenta y el de cal disminuye, esto se debe a que el agua de los tanques de agua recuperada presentan una mayor cantidad de dureza no carbonatada. Al estudiar el impacto de los pasos a recuperar en las plantas de ablandamiento en caliente Nº 2 y 3 para la relación máxima permisible de alimentación, se tiene que los equipos de intercambio catiónico ciclo sodio (que forman parte de las plantas) disminuyen el tiempo de operación en aproximadamente un 10%, al acortar el ciclo de operación de las resinas.
Al mismo tiempo son descartadas las otras posibilidades por las siguientes razones:
Los tanques de agua cruda por la ligera acidez que presentan estos volúmenes, por precaución imposibilita esta
opción ya que el agua almacenada en estos tanques no sólo tiene como destino el uso industrial sino también el consumo humano. Además como factor adicional, ninguno de los tanques presenta revestimiento para contrarrestar los efectos proporcionados por esta acidez.
Las torres de enfriamiento por no solventar el problema de gasto de agua cruda dentro de la refinería debido a que actualmente son alimentadas con agua de la bahía de Amuay.
Las plantas desmineralizadoras que a pesar de que la simulación del proceso de intercambio iónico con la nueva
alimentación en el programa IXCALC (ROHM & HAAS, 2002) no presenta un cambio notorio en la eficiencia del
sistema, son eliminadas. Primero porque el agua de los pasos de los contralavados presentan gran cantidad de sólidos suspendidos en algún punto de su duración (no reflejados en los resultados de la caracterización de la muestra compuesta) fomentando la creación de caminos El potencial ahorro asociado a la recuperación de estos pasos con la alternativa seleccionada es de 41,7 MMBs al año, calculados a partir de la estimación de costos y los ahorros sociados en el consumo de químicos y volúmenes de agua, sin considerar los costos de inversión inicial de las instalaciones necesarias para realizar la recuperación de esta agua. Las instalaciones requeridas en DMAY-2 son una línea de tubería de 10 pies de longitud y dos válvulas de bloqueo, mientras en DMAY-3 se requiere de una línea de 6 pies de longitud y tres válvulas de bloqueo.
De la primera etapa del estudio, se concluye que los caudales de agua a ser procesados por la nueva planta de tratamiento son 212 GPM para la planta DMAY-2 y 167 GPM en DMAY- 3, lo cual hace un total entre ambas plantas de 379 GPM. Al realizar el balance de masa para el contenido de los tanques de neutralización, considerando los pasos a recuperar de las regeneraciones de las resinas, se obtuvo un aumento en la concentración de los iones ya que se almacenará una menor cantidad de agua con mayor concentración de iones, tal y como se indica en la tabla Nº 2.
Para disminuir la cantidad de métodos de tratamiento se realizó una primera selección de tecnologías, aplicando
diversos factores excluyentes que restringen su aplicación (UCHE, 2000; VALERO, 2001):
Destilación solar: aunque presenta como ventaja un costo energético nulo y de escasa inversión, su baja rentabilidad reside en su escasa producción por metro cuadrado al destilarse unos litros al día en el caso de condiciones climatológicas favorables. Tan sólo en lugares aislados de suministro eléctrico y de agua es factible pensar en este tipo de instalaciones.
Congelación: a pesar de ser una tecnología sencilla dificulta su implantación a escala industrial, ya que el aislamiento térmico para mantener las bajas temperaturas y los mecanismos para la separación de los cristales del hielo deben mejorarse para hacerse competitivo. Sólo existen experimentos de pequeña escala no extrapolables a la realidad.
Formación de hidratos: al igual que el método anterior, su rendimiento energético es mayor que el de destilación, pero genera una gran dificultad tecnológica a resolver en cuanto a la separación y el lavado de los cristales que impiden su aplicación a nivel industrial. Destilación con membranas: sólo se ha desarrollado a nivel
de laboratorio por varios grupos de investigaciones científicas, aunque sus perspectivas son francamente
esperanzadoras. Intercambio iónico: se emplea normalmente cuando el agua a tratar tiene una cantidad de sólidos disueltos totales inferiores a 1.000 ppm. Su aplicación en el tratamiento de agua con mayor contenido iónico implica un costo difícilmente sustentable al requerirse de períodos de regeneración con elevada frecuencia.
Ablandamiento en caliente-zeolita: tecnología aplicada para remover sólo la dureza y la alcalinidad, por lo que el resto de los iones presentes (cloruros, sulfatos, sodio, potasio,

etc.) no son removidos, trayendo como consecuencia que en la salida existan iones responsables de la corrosión e incrustaciones en el intercambio de calor de los procesos aguas abajo (calderas). Además se requerirá de grandes cantidades de químicos que harían difícilmente rentable esta tecnología (LAGOVEN, 1990).
Después de la primera depuración de los diferentes procesos de desalación existentes se tiene que sólo los siguientes procesos son viables a escala industrial: destilación multiflash (MSF), destilación multiefecto-termocompresión de vapor (MED-TVC), compresión mecánica de vapor (CV), ósmosis inversa (OI) y electrodiálisis (ED). En la tabla Nº 3 se presentan los resultados de la matriz de selección aplicada a las diversas tecnologías después de analizar y estudiar las ventajas y desventajas de los procesos por separado, y al ser comparados entre ellos.
De acuerdo al criterio aprobatorio establecido (75%), la ósmosis inversa es la opción tecnológica que mejor se adapta a las consideraciones técnico-económicas evaluadas. A la vista de esta tabla, queda claro que la ósmosis inversa es en conjunto la tecnología más favorable para el tratamiento del agua de las regeneraciones de las resinas de las plantas de DMAY-2/3, con base en su mejor precio de obtención del agua, su flexibilidad operativa, y su fiabilidad.
El tratamiento del contenido de los tanques de neutralización se realizaría por medio de dos plantas (una para cada tanque), hasta obtener una calidad igual o mejor al agua cruda. La finalidad de trabajar con dos plantas de tratamiento es la de garantizar la neutralización del volumen de agua originado de manera intermitente y con características ácidas o básicas dependiendo de la resina regenerada.
Según información preliminar, el sistema de ósmosis inversa consta de dos pasos, en los cuales el agua concentrada en sales del primer paso es alimentada al segundo paso para aumentar la eficiencia global en la remoción de sólidos disueltos hasta un 92%. Además la relación en porcentaje del volumen de agua permeada y la alimentación es de aproximadamente 67% (STATON, 2002).
En DMAY-2 el módulo de ósmosis inversa operará de manera continua a un caudal de 210 GPM utilizando algunas
de las instalaciones de DMAY-1 (actualmente desincorporada), mientras en DMAY-3 el módulo operará
de manera intermitente con un caudal de operación de 600 GPM.
Luego de estudiar y evaluar las diversas opciones de alimentación de las corrientes de permeado y rechazo de
las plantas de ósmosis inversa se tiene que, en el caso del módulo a ubicar en DMAY-2 el permeado se enviará a preferenciales en los lechos de antracita de los filtros, implicando que el agua no quede bien pretratada para
alimentarse a los intercambiadores catiónicos y aniónicos (MONGES, 2002), y segundo por requerirse de facilidades de gran magnitud y elevados costos.

WZAY-2/3 y en el caso del módulo de DMAY-3 se destinará a la entrada de la misma planta. Por su parte, los efluentes concentrados en DMAY-2 se destinarán al desagüe ubicado debajo del rack de tuberías de DMAY-1, y en el caso de DMAY-3 al actual punto de desagüe al lado del tanque de neutralización de DMAY-3. El agua desechada de los módulos de ósmosis inversa cumple con lo establecido en el Decreto Nº 883, por lo tanto será descargado directamente a la bahía de Amuay (GACETA OFICIAL, 1995).
Las alternativas de recuperación de agua propuestas en este estudio, tanto para el agua a recuperar sin tratamiento (primera etapa) y con tratamiento (segunda etapa), permiten minimizar los desechos de las regeneraciones en un 70%, es decir que ahora serán desechados 125 GPM de los 420 GPM originales.
CONCLUSIONES
Las conclusiones más resaltantes del estudio realizado son:
En la evaluación del proceso actual de regeneración de las resinas se obtuvo que pueden ser recuperados
completamente dos pasos en los intercambiadores catiónicos de DMAY-2 y dos en los de DMAY-3, así como dos pasos en los intercambiadores aniónicos de DMAY-2. La mejor opción de las alternativas estudiadas para destinar
los pasos a recuperar de las regeneraciones de las resinas son los tanques de agua recuperada existentes en cada planta desmineralizadora, para luego ser alimentados a las plantas de ablandamiento en caliente.
El agua a recuperar de los pasos de la regeneración de las resinas de la planta DMAY-2 puede ser enviada a las plantas de ablandamiento en caliente siempre y cuando sólo sea alimentada en una proporción no mayor al 30% de agua del tanque de agua recuperada de DMAY-2. Además, se tiene que el agua a recuperar en la regeneración de las resinas de DMAY-3 puede ser alimentado en cualquier proporción con agua cruda y/o agua del tanque de agua recuperada de DMAY-2.
Para el resto del agua desechada en el proceso de regeneración de las resinas que no puede ser reutilizada sin
tratamiento, se determinó que la opción tecnológica que mejor se adapta a las consideraciones técnico-económicas evaluadas es la «ósmosis inversa» con una ponderación global de 85%.
En DMAY-2 el módulo de ósmosis inversa operará de manera continua a un caudal de 210 GPM, mientras que en
DMAY-3 el módulo operará de manera intermitente con un caudal de operación de 600 GPM.
La concentración del agua desechada de los módulos de ósmosis inversa cumple con la normativa ambiental vigente establecida en el Decreto Nº 883, por lo que se podrá descargar en la bahía de Amuay.
Con los modos de recuperación de agua propuestos en este estudio son minimizados los desechos de las regeneraciones en un 70%, es decir que ahora serán desechados 125 gpm de los 420 gpm originales.
AGRADECIMIENTOS
Al CRP-Amuay (PDVSA), lugar donde se propuso y desarrolló esta investigación, y además suministró todo el
apoyo técnico y económico para lograr su realización.
LISTA DE ABREVIATURAS
ABD: Lecho del intercambiador aniónico con resina
aniónica de base débil.
ABF: Lecho del intercambiador aniónico con resina aniónica
de base fuerte.
Alcalinidad P: Alcalinidad a la fenoltaleína.
Alcalinidad M: Alcalinidad al anaranjado de metilo.
ALE: Intercambiador aniónico de lecho estratificado.
APHA: American Pollution Health Association.
CAD: Intercambiador catiónico con resina de ácido débil.
CAF: Intercambiador catiónico con resina de ácido fuerte.
CRP: Centro Refinador Paraguaná.
CV: Compresión mecánica de vapor.
DEG: Torre desgasificadora de CO2 o descarbonador.
DMAY: Unidad de Desmineralización de Amuay.
ED: Electrodiálisis.
MED- TVC: Destilación multiefecto- Termocompresión de vapor.
MSF: Destilación multiflash.
N. D.: No detectado.
OI: Ósmosis inversa.
S. S. totales: Sólidos suspendidos totales.
WZAY: Unidad de Ablandamiento en Caliente de Amuay.
REFERENCIAS
1. APHA. (1998). Standard Methods for the examination of water and wastewater. Vigésima edición, Estados
Unidos.
2. GACETA OFICIAL DE LA REPÚBLICA DE VENEZUELA. (1995). Normas para la clasificación y el control de la calidad de los cuerpos de agua y vertidos o efluentes líquidos (Decreto Nº 883). Nº 5.021 Extraordinario, impreso por la Imprenta Nacional y Gaceta Oficial. [ Links ]
3. LAGOVEN S.A. (1980). Manual de Operaciones de Instalaciones Auxiliares. Sección II: instalaciones
para el tratamiento de agua de alimentación de calderas y suministro de agua fresca (Unidad Desmineralizadora N° 2 DMAY-2). Refinería de Amuay. Judibana, Venezuela. p.p. 1-113.
4. LAGOVEN S.A. (1990). Guía de contacto para los ingenieros de instalaciones auxiliares. Refinería de
Amuay. Judibana, Venezuela. Sección 1, 4 y 5.
5. LAGOVEN S.A. (1993). Manual de Operaciones Unidad Desmineralizadora N° 3 (DMAY-3). Refinería de
Amuay. Judibana, Venezuela. Sección I. p.p. 1-4; 11- 33. Sección II. p.p. 1-13.
6. LIPESA. (1998). Tratamiento químico del agua. Editorial Impregraf. 2da edición. Caracas. p.p. 79-111.
NALCO CHEMICAL COMPANY. Kemner, Frank N. y John McCallion. (1993). Manual del agua: su naturaleza, tratamiento y aplicaciones. 1era edición en español. Tomo I. Editorial Mc Graw Hill. México. p.p. 3-1 a 3-19. 4-1 a 4-23. 6-1 a 6-26. 10-1 a 10-19. 12-1 a 12-39.
7. MONGES, CARLOS. (2002). Resinas de intercambio iónico.ROHM & HAAS. (2002). Software IXCALC de Rohm & Haas. Versión 1.2.0. [ Links ]
8. STATON, JAIME. Consultado en octubre-noviembre de 2002. Ingeniero de Aplicaciones Latinoamérica & Caribe.
Representante técnico de la empresa Ecolochem Internacional, Inc.
9. UCHE, FRANCISCO. (2000). Análisis termoeconómico y simulación de una planta combinada de producción
de agua y energía. Universidad de Zaragoza. Departamento de Ingeniería Mecánica. Zaragoza. p.p. 31-46.
10. VALERO, ANTONIO. (2001). La desalación como alternativa al PHN (Plan Hidrológico Nacional). Trabajo
realizado por el Centro de Investigación de recursos y consumos energéticos (CIRCE) y la Universidad
de Zaragoza. Zaragoza, España. p.p. 1-108. Información consultada en julio de 2002 en http://
circe.cps.unizar.es
