











 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO  uBio
uBio 
 Permalink
PermalinkUniversidad, Ciencia y Tecnología
versión impresa ISSN 1316-4821versión On-line ISSN 2542-3401
uct v.10 n.39 Puerto Ordaz jul. 2006
Evaluación de la influencia microestructural del coque de petroleo calcinado sobre el choque térmico del ánodo utilizado en el proceso de reducción electrolítica del aluminio
Subero, José 1 Lyon, Luis2 Bertancourt, Ramón 3
1 y 3 CVG Venalum jose.subero@venalum.com.ve; ramon.betancourt@venalum.com.ve
2 UNEXPO, Vicerrectorado Puerto Ordaz llyon@poz.unexpo.edu.ve
Resumen
En la presente investigación se realizó una evaluación de la influencia microestructural del coque de petróleo calcinado sobre el choque térmico del ánodo utilizado en el proceso de reducción electrolítica del Aluminio. El proyecto que se presenta a continuación es de importancia estratégica ya que servirá como apoyo técnico al evaluar las especificaciones de calidad de las materias primas (coque de petróleo calcinado) suministradas por los proveedores de dos empresas extranjeras distintas; permitirá divulgar a los trabajadores del carbón, las nuevas tendencias en relación a la calidad del coque y la presencia de elementos –actualmente indeseados, como el vanadio y el azufre- que arrojaran de una u otra manera variabilidades importantes en la calidad del ánodo de carbón. El estudio se fundamentó en una metodología experimental de campo, basada en un sistema de muestreos por el método al azar simple por incrementos, según la Norma COVENIN 3152-1995. Los resultados indicaron que la tendencia es trabajar con coques isotrópicos producidos de los residuos pesados de crudos con alto contenido de asfaltenos, que presentan alto coeficiente de expansión térmica y una gran debilidad estructural, lo que propicia a una mayor tendencia a generar ánodos débiles y con mayor probabilidad de falla por Choque Térmico. Para tal fin se utilizó el indicador TSR (Resistencia al Choque Térmico), que constituye una herramienta de análisis de control de calidad para ánodos de carbón. Se pudo determinar que el coque A, presentó mejores características estructurales y una mayor resistencia al Choque Térmico que el coque B; y por lo tanto una mayor calidad para la elaboración de ánodos.
Palabras clave: Coque de petróleo/ Reducción electrolítica del Al/ Choque térmico/ Anodos
I. INTRODUCCIÓN.
El 74% del coque de petróleo calcinado que se produce en el mundo corresponde al consumo de la industria del aluminio, que actualmente se estima que consume un promedio de 400kg de coque calcinado por cada tonelada de aluminio metálico primario. La industria venezolana del aluminio que consume coque de petróleo calcinado está representada por CVG Venalum, Alcasa y Carbonorca, e importan actualmente 400t/año de este insumo; se estima que con los nuevos proyectos de expansión como la VI Línea de CVG Venalum, un aumento a partir del 2010 de 1.200.000t/año de esta materia prima, que representa el 65% de la mezcla para la elaboración de ánodos.
El ánodo es un bloque de carbón que constituye el polo positivo de la celda electrolítica y su función fundamental es conducir la corriente eléctrica para que ocurra el fenómeno de la electrólisis, así como también servir de reactante para fijar el oxígeno disuelto y evitar la reoxidación (reacción en retroceso) del aluminio. Los ánodos empleados en la producción de aluminio son un agregado de coque de petróleo calcinado, brea de alquitrán, desecho verde y cabos, en proporciones definidas, que luego de un tratamiento térmico su conformación se reduce a tres fases de coque: cabo, coque de petróleo calcinado y coque residual (formado por el fino de coque y la brea).
Para hacer la elección correcta de las materias primas y optimizar eficientemente el proceso de fabricación del ánodo, es necesario contar con indicadores que consideren la probabilidad de falla por choque térmico, a través de la evaluación de las propiedades físicas y mecánicas de los bloques de carbón. Sin embargo, seleccionar un buen indicador no es fácil, debido a la complejidad de los mecanismos de fractura, que aun no han sido comprendidos en su totalidad.
En CVG Venalum al igual que en otras plantas reductoras de aluminio, la fabricación y evaluación de probetas anódicas, se ha convertido en una de las vías más efectivas para determinar el efecto de la calidad de las materias primas y del proceso de fabricación de ánodos, e inferir sobre su comportamiento en el proceso de reducción electrolítica. La correlación de las propiedades físicas y mecánicas con los resultados del factor adimensional TSR -Resistencia al Choque Térmico, permite estudiar el efecto de las materias primas en la fabricación del ánodo y su resistencia al choque térmico, considerando en esta oportunidad la influencia específica del coque de petróleo calcinado.
El presente proyecto se fundamentó en la evaluación de la calidad del coque de petróleo calcinado como materia prima fundamental para la fabricación de ánodos y su influencia en la probabilidad de falla por acción del choque térmico. Este problema ha traído como consecuencias el desbalance térmico en las celdas, contaminación del baño (acumulación de carboncillo), incremento del desnatado, aumento del consumo neto de carbón por el incremento en el consumo de ánodos extras, y por lo tanto un mayor costo, por incremento en la producción de ánodos rajados por acción termomecánica del choque térmico.
II. DESARROLLO
1. Ánodo de carbón
El ánodo de carbón es un compuesto heterogéneo, cocido, constituido por partículas de agregado seco que se mantienen juntas mediante una mezcla de polvo fino de coque de petróleo calcinado y brea denominada matriz aglutinante. La densidad a granel de la mezcla de los agregados está en el orden de 1,0–1,2g/cm3 (bloque de ánodo), con dimensiones definidas, incluyendo una contracción de 0,20–0,40% (lineal) por cocción o tratamiento térmico.
Un buen ánodo cocido debe reunir los siguientes requisitos:
a) Densidad razonable y baja porosidad con la finalidad de minimizar la rata de consumo y aumentar su vida útil.
b) Buena estabilidad térmica y química que permita su uso en un ambiente corrosivo a elevadas temperaturas.
c) Resistencia mecánica adecuada de manera que pueda soportar un difícil manejo.
d) Conductividad eléctrica alta con la finalidad de minimizar la resistencia de la celda.
e) Conductividad térmica baja con el fin de reducir las pérdidas de calor de la celda y prevenir solidificación en la interfase del electrolito.
f) Resistencia adecuada al choque térmico cuando sea transferido hacia o desde la celda.
g) Superficie pequeña accesible a la oxidación, con menos de un 15% de porosidad correspondiente a los microporos (diámetro de 0,5 a 1_m), con el objeto de crear el menor sobrevoltaje anódico por medio de la mínima caída adicional del voltaje óhmico, producido por la evolución de gases en el interior de los poros anódicos.
h) Resistencia alta y uniforme del aglutinante y de las partículas del agregado seco a la oxidación por aire y por CO2.
i) Bajo contenido de impurezas, con el fin de prevenir contaminación del metal y reacciones catalíticas de oxidación.
La producción de un buen ánodo presenta una serie de limitaciones, tales como calidad disponible de materia prima, diseño de la planta, laboratorios, costos.
Si el producto obtenido es de baja calidad se producirá un consumo elevado del ánodo que puede estar relacionado con las condiciones operativas establecidas. No obstante, la baja calidad del ánodo provocará contaminación del baño y del metal, elevación del sobrepotencial anódico, formación de carboncillo - carburo de aluminio y consumo no uniforme del ánodo.
Los factores más importantes que afectan la fabricación y uso de ánodos son calidad de coque, brea de alquitrán y cabo, distribución de tamaño en el agregado seco, contenido de brea, tiempo y temperatura de mezclado, formación del ánodo en cuanto a tamaño, dimensiones, presión del molde y temperatura de formación; proceso de cocción, rociado (uniformidad, porosidad y adherencia); variables operativas de reducción: diseño de celdas (relativo a exposición del ánodo al ambiente oxidante y altas temperaturas), cubierta de aluminio, calentamiento en el ánodo (varilla), rata de salida de gases, mantenimiento de celda [2].
1.1 Materias Primas utilizadas para la producción de Ánodos de Carbón: Para la producción de ánodos de carbón se usa como materia prima coque de petróleo calcinado, brea de alquitrán de hulla y cabo.
1.1.1. Coque de Petróleo Calcinado
Es un material sólido, carbonoso, que se obtiene de la destilación de coque de petróleo verde (subproducto de destilación de petróleo) a temperaturas comprendidas entre 1250 –1400 ºC en calcinadores de hornos rotatorios o de chimeneas rotatorias con velocidades controladas. Se caracteriza por tener un alto contenido de carbono y bajo contenido de cenizas.
Su estructura consta de un arreglo de cristales grafíticos de formas, orientaciones y tamaños diferentes, atravesados por huecos cuyas dimensiones varían de acuerdo a la pureza, a las condiciones del proceso y a las características de los residuos de petróleo crudo del cual se obtiene dicho coque. Su grado de cristalinidad u ordenamiento estructural y consecuentemente las propiedades físico-químicas van a estar principalmente determinadas por la composición de estos residuos.
Proviene del proceso de coquización, el cual consiste en el craqueo térmico de hidrocarburos de alto peso molecular, provenientes de residuales de crudo tratados bajo destilación atmosférica o al vacío. En forma general, el craqueo térmico o pirólisis es un fenómeno por medio del cual grandes moléculas son descompuestas en otras, algunas de las cuales son reactivas y se combinan con otras para dar moléculas aún más grandes que aquellas presentes en la carga original. Las moléculas más estables dejan el sistema en forma de gas o gasolina craqueada, pero las reactivas que polimerizan o condensan forman alquitrán y coque.
Existen varios procesos de coquización, tales como la flexicoquización, la coquización fluidizada y la coquización retardada y dependiendo del tipo de alimentación en el proceso de coquización y de las reacciones que ocurran en el mismo, se obtendrán diferentes tipos de coque: esponja, panal y aguja, que son significativamente diferentes en apariencia y en algunas propiedades tales como el coeficiente de expansión térmica y conductividad eléctrica [5].
Dependiendo de su forma física, el coque puede ser clasificado como coque shot (perdigón), esponja (sponge) o aguja (needle). El coeficiente de expansión térmica (CTE), se utiliza para determinar un valor cuantitativo que describe la estructura del coque.
El coque esponja se produce por alimentación de residuos de alto contenido de resinas y asfaltenos. Los asfaltenos están constituidos por nitrógeno, oxígeno, vanadio, azufre y níquel; las resinas son similares en estructura a los asfaltenos, pero presentan mayores cantidades de nitrógeno y azufre. El coque esponja presenta un tamaño de poros relativamente pequeño sin interacciones entre sí. (Ver Figura 1)

Figura 1. (a) Micrografía de un coque esponja típico. (Magnificación 100X). (b) Micrografía de un coque esponja isotrópico (Magnificación 100X). Fuente: Light metals 2004.
Se le denomina esponja por su apariencia similar a la esponja, y es producido de la destilación en vacío con una concentración moderada de asfaltenos. Si el coque esponja encuentra especificaciones adecuadas exactas, es considerado coque esponja grado ánodo adecuado para la calcinación y uso en la fabricación de ánodos en la industria del aluminio. El principal problema para las refinerías que producen coque esponja grado ánodo es obtener bajo contenido de materia volátil requerido.
La materia volátil es otra propiedad usada para indicar cómo un buen coque verde calcinará. La estructura es un factor importante en la calcinación, debido que el coque con bajo coeficiente de expansión térmica debe tener menos materia volátil que un coque tipo isotrópico para producir la misma densidad. La porosidad del coque calcinado deberá ser baja y es una función de la materia volátil del coque verde. La ceniza en el coque calcinado es normalmente alrededor de 0,2% con una combinación de vanadio y níquel por debajo de 500ppm.
El sodio y el calcio son fuertes catalizadores del ánodo para la combustión por aire. El vanadio, níquel, hierro y otros metales causan incremento de la reacción del CO2 en el fondo del ánodo.
El azufre en el ánodo debe estar por debajo de 3.5% para evitar que incremente la resistencia eléctrica de la colada que conecta el ánodo con la varilla. Normalmente el azufre es más un problema ambiental y de depuración. El azufre puede causar que la densidad real del coque calcinado disminuya debido a un incremento de la porosidad y microagrietamiento del coque calcinado. El azufre ayuda a reducir la reactividad (aire y CO2) al reaccionar con la cáustica que son catalizadores fuertes.
Pureza del Coque: La presencia de cantidades substanciales de impurezas en el coque de petróleo calcinado influye en la velocidad y extensión de las reacciones químicas de oxidación debido a sus posibilidades de actuar como elementos catalizadores o inhibidores de las reacciones de oxidación. Además de estos efectos catalíticos, las impurezas pueden acumularse en la celda o depositarse en el cátodo conllevando así a la contaminación del metal y a aumentar el volumen de emisiones al medio ambiente.
Estructura del coque: Los coques de petróleo calcinado derivados de diferentes tipos de residuos de petróleo crudo, exhiben un rango amplio de características estructurales que varían desde la forma anisotrópica y luego a la isotrópica a medida que cambia la composición de los residuos desde lo aromático a lo parafínico y luego a lo asfáltico.
La estructura homogénea del coque dependerá de su proceso de formación. La mayoría de estos coques son formados como un subproducto del proceso de refinación del petróleo, en el que la condición del proceso se optimiza según el requerimiento de la industria petroquímica, más que el deseo de un coque de características estructurales definidas, debido a su baja incidencia en el proceso de refinación ya que representa el producto de menor valor agregado para la industria petrolera.
Según la estructura cristalina existen dos tipos de coque, uno de estructura anisotrópica, que presenta diferencias internas en la estructura cristalina y por lo tanto condiciones físico-químicas distintas en los diferentes planos o lados y otro de estructura isotrópica, que normalmente se usa en la industria del aluminio, por su orden cristalográfico y una porosidad mejor definida.
Porosidad: La porosidad del coque de petróleo influye sobre los niveles requeridos de aglutinante en la mezcla anódica (brea + cabo + coque), en la densidad volumétrica y en las propiedades mecánicas y físicas del ánodo cocido. El tamaño de los poros incide notablemente en la reactividad del ánodo, debido a que la brea aglutinante penetra en los poros mayores a 15 micras, mientras que los menores de 0.5 micras no son afectados por las burbujas de aire, por lo que se debe pretender que el porcentaje de poros de coque entre 0.5 y 15 micras sea el menor posible.
ASTM e IUPAC clasifican el diámetro estructural del poro del coque de petróleo calcinado en tres tipos, cuyas características más importantes son las siguientes:
-
Macroporos (15_m -50_m). Influyen en la permeabilidad y sus áreas superficiales son demasiado pequeñas.
-
Microporos (0.5_m-15_m). Influyen en la reactividad del coque de petróleo calcinado.
-
Submicroporos (<0,5_m). En ellos los coeficientes de difusión decisivos para la velocidad de la reacción son demasiado pequeños para influir en la reactividad del coque de petróleo calcinado.
1.1.2. Brea de Alquitrán: Es un subproducto de la destilación del carbón mineral, obtenido durante la producción de coque metalúrgico. Es una mezcla compleja de hidrocarburos aromáticos derivados del sometimiento a altas temperaturas de la brea (1000-1100ºC) durante las destilaciones sucesivas.
La función de la brea de alquitrán es actuar como aglutinante para unir las partículas de coque y cabo, una vez preparada la mezcla anódica. Representa el aglutinante perfecto para formar electrodos de carbón, debido a que al combinarse con el polvo de coque, forma una matriz aglutinante, que al mismo tiempo de fijar el resto de los componentes de la mezcla, sufre un proceso de coquificación durante la fase de cocción, brindándole propiedades fisicoquímicas similares al resto de la matriz (cabo y coque medio) y creando las condiciones para que la oxidación tanto al aire como al CO2 se lleve a cabo en una forma homogénea en el proceso de reducción electrolítica. Su uso como aglomerante se debe primero a que tiene fuerte adhesión con un gran número de sustancias sólidas y segundo, que carboniza y consolida las partículas de coque formando una estructura mecánicamente fuerte cuando se calienta por encima de su temperatura de descomposición.
1.1.3 Cabos: Se le denomina cabo al remanente del ánodo que ha cumplido con su objetivo en la etapa de reducción y al ánodo rechazado de hornos de cocción y envarillado. Los cabos se usan, en primer lugar por un factor económico, para disminuir el consumo de coque de petróleo, y utilizar los restos de ánodos que están en buen estado, en segundo lugar para proporcionar dureza al ánodo.
Porosimetría de Intrusión de Mercurio: La técnica de intrusión de mercurio es ampliamente empleada para determinar la distribución de tamaños de poros y medir el volumen de poro; es aplicable cuando el material es suficientemente rígido para resistir fuerzas de compresión relativamente altas y no amalgamarse, por ejemplo, reaccionar con mercurio. Pueden ser evaluados diámetros de poros comprendidos entre 360 y 0.003 μm, para los que se obtienen valores de área porosa, volumen de poro, diámetro de poro medio, densidad del material y porcentaje de porosidad.
Textura Óptica del Coque: El Índice de Textura Óptica (ITO), es una medida cuantitativa de propiedades cualitativas, ya que permite asignar un valor numérico al coque retardado, que va a depender de su textura óptica y a través del cual es posible inferir ciertas propiedades tales como conductividad eléctrica, térmica y reactividad al CO2. Estas propiedades son indicativas de la calidad del coque estudiado y representa una técnica moderna utilizada para clasificar el coque de acuerdo a su tipo y calidad. [3].
El OTI indica una medida de la anisotropía total del carbón. Un factor OTI alto se corresponde con una estructura de carbón anisotrópica y apilamiento ordenado de sus unidades microcristalinas. Hole et al 1991 encontró que el rango para coques de petróleo se comprende entre 22.4 para coques de grado superior a 2.7 para coques isotrópicos. El rango para coques grado ánodo está comprendido entre 3.2 y 12.3 [4].
La textura óptica de los coques de petróleo determina buena parte de sus propiedades físicas y mecánicas. Hoy se acepta que esta textura se establece durante el proceso de carbonización y está afectada por la composición química de los crudos o cargas sometidas a coquización; dicha composición química condiciona las diversas y complejas reacciones que tienen lugar durante la transición de la brea altamente viscosa al sólido comúnmente conocido como coque [6].
La Textura Óptica se puede definir como una medida del tamaño y comportamiento coalescente del desarrollo de mesofases a partir de breas isotrópicas, que establecen que la apariencia microscópica puede ser cuantificada de una manera arbitraria haciendo uso de un índice de textura óptico (OTI) calculado usando la siguiente expresión:

donde fi es igual al área fraccionaria que ocupa cada estructura reconocible de textura óptica, relacionados a los tamaños relativos de la estructura tal como se observa en la Tabla I.
Tabla I. Nomenclatura para describir texturas ópticas en coques. Fuente: (Marsh & Latham, 1986)

Choque Térmico: El ánodo es expuesto a choque térmico cuando es parcialmente sumergido en el baño caliente de una celda electrolítica a una temperatura de aproximadamente 960ºC.
Cuando el ánodo frío (40ºC) es colocado sobre el baño electrolítico caliente (960ºC), la onda de calor penetra en el ánodo desde la interfase hasta el cuerpo del ánodo y dependiendo de la distribución de la temperatura, puede generar la expansión del material, que conduce a un esfuerzo mecánico en la parte más fría del bloque. Si este esfuerzo mecánico excede el valor permisible de la resistencia del material anódico, ocurrirá la formación y propagación de la grieta, ya que diferencias de temperatura localizadas en los ánodos permiten el llamado stress térmico, generándose grietas internas en el ánodo que provocan una severa perturbación en la celda, causando una baja producción y un alto consumo neto de carbón con un alto costo de producción [1].
Los factores que influyen sobre la resistencia al choque térmico de los ánodos se pueden clasificar en tres categorías:
-
Calidad de la materia prima
-
Proceso de fabricación del ánodo
-
Condición de operación de la celda
2. Metodología
La investigación fue de tipo exploratoria por muestras con un diseño experimental de campo debido a que está basada en métodos y técnicas que permiten obtener los datos requeridos en forma directa de la realidad donde se presentan.
Se ensayaron un total de 82 probetas anódicas y 24 muestras de coque de petróleo calcinado de dos proveedores diferentes para análisis de ITO, Microscopía Electrónica de barrido (MEB), Porosimetría de Mercurio y fisisorción. Se evaluaron 2 coques diferentes identificados como coque A y coque B.
1 El procedimiento de muestreo se basó en la técnica al azar simple por incrementos, basado en la Norma COVENIN 3152- 1995 y los análisis granulométricos en la Norma COVENIN 2231 -85
2 La clasificación textural de los componentes en Microscopía Óptica se fundamentó en la Norma ASTM D 5061-92 (Reaprobada 2004).
3 Análisis superficial basado en la Norma ASTM D 4222-03 y clasificaciones adoptadas por la IUPAC.
El procedimiento para caracterización empleado se presenta en la Figura 2.
Una vez tomada las probetas anódicas, fueron cortadas según el esquema mostrado en la Figura 2, para posteriormente realizar los ensayos físicos y mecánicos.

Figura 2. Esquema de prueba para ánodos de carbón. (W. Fischer y R. Perruchoud, Publicación Interna RDC 1992).
Para la realización de la caracterización microestructural, se procedió a tomar muestras de coque de petróleo calcinado de ±5kg en la pila de almacenamiento. Las muestras fueron cuarteadas y homogeneizadas hasta obtener una porción de ±2.5kg.
Como patrón de comparación se utilizaron muestras testigos de coque de petróleo del mismo proveedor, pero de diferente cargamento a fin de evaluar las existencia o no de diferencias microestructurales, morfológicas y superficiales entre un coque y otro.
Caracterización por Microscopía Electrónica de Barrido (MEB). Las muestras fueron evaluadas en un MicroscopioElectrónico de Barrido, empleando un voltaje de aceleración de 20 kV, en los modos de observación de electrones retrodispersados (BSE) y/o secundarios, además de realizarse análisis químico de partículas mediante la técnica de espectroscopia de rayos-X por dispersión de energía (EDS).
Las muestras de coque se observaron mediante el modo de análisis BSE para evaluar además de las características morfológicas, las fases metálicas contaminantes presentes.
Medición del Índice de Textura Óptico (ITO)
Se prepararon secciones finas de las muestras de coque recibidas, como se describe a continuación:
1 Las muestras fueron embutidas, en moldes Buehler de 1" _, utilizando resinas y endurecedor epóxico de curado rápido (aproximadamente 1 hora) y en frío. Posteriormente se desmoldearon.
2 El análisis fue realizado a través del procesamiento digital automático de las imágenes (PDI) producto del barrido óptico de las secciones finas de los coques en cuestión. El barrido se realizó empleando la técnica de luz polarizada cruzada por reflexión con un microscopio Olympus BX-51; el objetivo empleado fue de 50X SLMP. El analizador mide en una escala de grises la reflexión de la superficie de las muestras.
La determinación del ITO se efectuó mediante un conteo estadístico de las estructuras presentes, que se agruparon o clasificaron según su forma y tamaño, como se mostró en la Tabla I, asignando a cada uno de éstos grupos un nombre de carácter descriptivo y un número arbitrario dentro de una escala (también arbitraria) que varía desde cero, para los materiales ópticamente isotrópicos (sin orden cristalográfico) hasta 30, para estructuras de gran tamaño y con orden cristalográfico de largo alcance.
Pruebas de Caracterización por Fisisorción y Porosimetría de Mercurio.
La técnica de intrusión por mercurio permitió determinar el volumen de poros y su distribución en el coque (materiales sólidos no contrayentes que presenten macroporosidad y mesoporosidad). El rango de diámetros de poros en el cual es aplicable la técnica está dado por el barrido de presión a la cual se opera. Estos rangos de diámetros van desde 3.600.000A hasta 30A (0.5psi hasta 60000psi).
Se tomó una muestra representativa del sólido (coque granulado), que visualmente exhibió un aspecto irregular. Posteriormente, las muestras fueron trituradas y colocadas en un dispositivo previamente calibrado llamado penetrómetro. Se colocaron en una cámara de baja presión donde fueron sometidas a una presión de vacío de 50_mHg, con el fin de remover residuos y humedad que pudieran estar presentes en el material. Posteriormente, se introdujo el mercurio al penetrómetro, y se inició un barrido de presión desde 0,5psi hasta 45psi para generar la intrusión de mercurio a los poros del sólido.
Los resultados fueron obtenidos a través del software del equipo, que reporta toda la data y gráfica el comportamiento de las muestras. Por otra parte, la porosidad se puede estudiar sobre la base de los datos ofrecidos por la técnica de adsorción de nitrógeno (Fisisorción), empleando como adsorbato nitrógeno líquido. Del mismo se obtiene el área superficial del sólido bajo análisis así como el diámetro promedio de los poros que contenga.
La evaluación del indicador de choque térmico se realizó utilizando la ecuación (2) propuesta por R&D Carbon [5].

1 TSR: Resistencia del ánodo al choque térmico
2 ∆Tc (K): Diferencia entre la temperatura entre al ánodo y el baño.
3 L (m): Profundidad de inmersión del ánodo en el baño.
4 h (W/m2K): Velocidad de transferencia de calor.
5 a (m): Longitud crítica de la grieta.
6 ν: Relación de Poisson.
1 Y: Factor geométrico
1 m: Módulo de Weibull
1 Vánodo (m3): Volumen característico del ánodo.
1 Vmuestra (m3): Volumen característico de la muestra.
3. Resultados y Discusión
Se evidencia en las Figuras 3 y 4 una heterogeneidad en los tamaños de los granos de coque y una estructura más porosa en las muestras de coque A, ya que en B predomina la estructura lamelar y poco porosa. Ambas muestran evidencian una morfología irregular, característico de la heterogeneidad de estos materiales.

Figura 3. Micrografía en modo electrones retrodispersados (BSE) de coque de petróleo B. Variación granulométrica observada a 250X. Micromarca de 100μm

Figura 4. Micrografía de coque de petróleo A en modo de detección BSE. Variación granulométrica observada a 100X.
Micromarca de 200μm.
La granulometría del coque de petróleo juega un papel importante, ya que un coque muy fino reduce su poder de aglutinación y se obtiene un material no homogéneo de gran debilidad estructural, debido a que en las partículas más grandes, el escape por difusión de los gases es más difícil y por lo tanto, aumenta la posibilidad de acumulación de gases, pues al aumentar la presión interna se produce un hinchamiento de los granos del carbón en los que se forman los poros.
Se puede apreciar en las micrografías mostradas en las Figuras 3 y 4 una abundancia de granos finos, característico de una material que ha sufrido un proceso de degradación física por acción de las partículas de tamaño más grande, operaciones de manejo y almacenamiento, conllevando a una variabilidad en la granulometría del material, incrementando el contenido de fino de coque, así como también se observan trazas metálicas (contaminantes) que actúan como elementos catalíticos en el proceso e inciden sobre la calidad del ánodo fabricado por CVG Venalum.
La segregación de puntos brillantes observados en la Figura 4 se correspondieron con elementos (trazas) metálicos detectados por la técnica de espectroscopía de rayos-X por dispersión de energía (EDS). Donde se observa una alta concentración de Si y Al, así como también otros elementos como P, K, Na, Mg, Mn. Esta variante no fue observada en las muestras de coque B (Figura 3).
Los análisis de MEB evidenciaron que los coques evaluados eran característicos de sólidos con bajo nivel de porosidad y con estructuras muy heterogéneas entre uno y otro. Las Figuras 5 y 6 evidencian las diferencias morfológicas observadas entre los coques A y B, observándose la diferencia de porosidad entre uno y otro y el predominio de zonas lisas, agrietadas y poco porosas.

Figura 5. (a) Micrografía en modo BSE de coque B a 118X. (b) Micrografía en modo BSE de coque B a 29X.

Figura 6. (a)Micrografía en modo BSE de coque A a 77X. (b) Micrografía en modo BSE de coque A a 200X
Se evidencia en la Figura 6 una heterogeneidad en las morfologías de los granos y una estructura porosa definida. Los poros presentan formas circulares y alargadas, características de coques con estructura de un coque esponja. Las burbujas que se observan en 6b representan volátiles atrapados en el material, característico de un coque con un bajo nivel de calcinación que no permite el escape de volátiles en su totalidad. No obstante, estos tienden a escapar en el proceso de cocción de los ánodos, generando mayor nivel de contaminación y un aumento progresivo de la permeabilidad y el nivel de porosidad en los bloques de carbón.
El crecimiento de las burbujas, con el consecuente hinchamiento, conduce a la cohesión de los granos de carbón y a la aparición de poros intergranulares.
Se encontraron en los resultados de EDS la presencia de metales como el níquel, vanadio, titanio, hierro y cromo en los coques calcinados. Esto puede atribuirse a la composición del residuo proveniente de la destilación al vacío de los crudos, fracción en la que tienden a acumularse las mayores concentraciones de azufre y metales pesados y que es otra carga típica que se destina a unidades de coquificación retardada.
A continuación se presentan los resultados obtenidos de los análisis correspondientes a la textura óptica:
Las variaciones encontradas en el análisis se corresponden con un material óptimamente isotrópico (sin orden cristalográfico Tabla II).
Tabla II. Resultados de ITO en muestras de coque de petróleo calcinado. Fuente: PDVSA –INTEVEP

El valor ITO promedio para las muestras de coque A fue de 2.8, resultado que permite inferir que es un material que sirve para la fabricación de ánodos, pero puede presentar una mayor probabilidad de fallas por Choque Térmico que el coque B, ya que es un material ópticamente isotrópico; por lo tanto tiene tendencia a originar un ánodo con un alto coeficiente de expansión térmica, el cual generará problemas a nivel de las celdas electrolíticas, ya que es un coque menos puro, menos poroso y con probabilidad de agrietarse en las primeras horas de colocación en el proceso de reducción.
Las micrografías obtenidas revelaron que las variaciones encontradas en el análisis ITO se corresponden con un material óptimamente isotrópico (sin orden cristalográfico), según la Norma ASTM D 5061 -92.
Las figuras 7 y 8 muestran una gran cantidad de zonas isotrópicas (identificadas con color negro) y la presencia de estructuras tipo mosaico; en ellas se puede observar un desorden en la distribución de los cristales, pero con un mejor arreglo estructural en coque A respecto a coque B.

Figura 7. Micrografía segmentada en Microscopía Óptica de coque A. Aumento de 100X

Figura 8. Micrografía segmentada en Microscopía Óptica de coque B. Aumento de 100X
Caracterización Superficial por fisisorción e Intrusión de Mercurio:
Los resultados obtenidos a partir de las muestras analizadas se resumen en la Tabla III. Entre las principales observaciones que destacan a partir de las actividades experimentales desarrolladas, se pueden mencionar las siguientes:
Tabla III. Distribución del diámetro de poros vs. volumen de intrusión de mercurio en muestras de coque de petróleo calcinado. Fuente: PDVSA –INTEVEP.

1 La curva de intrusión de mercurio mostró un mismo comportamiento en los coques A y B durante el barrido de presión, obteniéndose en todos los casos una distribución macroporosa similar (Figuras 9 y 10).

Figura 9. Isoterma de Adsorción e histéresis encontradas en las muestras de coque A.

Figura 10. Isoterma de Adsorción e histéresis encontradas en las muestras de coque B.
2 Se pudieron observar pequeños cambios en el volumen de intrusión de mercurio entre los distintos coques analizados, diferencias que no presentan relevancia alguna, ya que entran dentro del error de la técnica.
3 La distribución macroporosa encontrada en los coques A y B fue muy homogénea, presentándose un diámetro de poros comprendido entre 173 y 10 _m. El área superficial promedio que presentaron los coques fue de 2 m2/g lo cual es característico de sólidos macroporosos (poros de diámetro mayor a 5 _m)
Esta distribución macroporosa fue comprobada a través de los resultados de las isotermas de adsorción (técnica de fisisorción) que indicó aportes de área superficial en el orden de los 2m2/g, cifra muy baja para presentar una distribución microporosa (diámetro <20Å) y mesoporosa (diámetro entre 20 y 500Å) en el sólido. Las isotermas encontradas son tipo III equivalente a un sólido macroporoso. Es importante mencionar que la presencia de microporosidad existe cuando los valores de área superficial reportados son de 300m2/g en adelante.
Los macroporos tienen una importancia tecnológica a causa de su influencia en la cinética de las reacciones de combustión y gasificación. Su evolución en función de la temperatura de calcinación es desconocida, pero se supone que ésta no varía después de la resolidificación. Influyen en la permeabilidad del ánodo y sus áreas superficiales son demasiado pequeñas.
Evaluación del indicador de Choque Térmico:
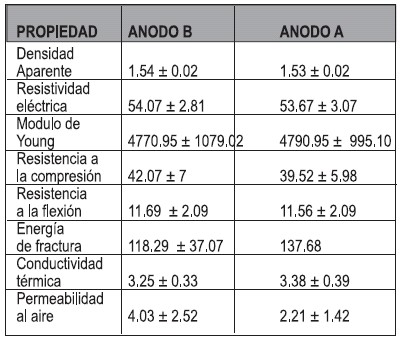
La Tabla IV resume los resultados promedio de las propiedades físicas y mecánicas evaluadas en los ánodos de CVG Venalum, indicando que las mezclas anódicas elaboradas con coque A presentaron mejores resultados que las elaboradas con coque B, según los parámetros de control de calidad de la empresa.
Tabla IV. Resultados promedio de las propiedades físicas de los ánodos cocidos elaborados con coques de petróleo calcinado A y B.
Los resultados de la evaluación del indicador TSR se resumen en la Figura 11, que muestra una referencia del comportamiento del ánodo Venalum en las celdas de reducción. Se puede observar que las muestras elaboradas con coque A presentan una mejor correlación y una tendencia a una mayor resistencia a la fractura (rajas) por acción del choque térmico, ya que presentaron un TSR promedio de 0,94 (84.68%) y un mínimo de 0.54 (59.94%); es decir, tienen una mejor probabilidad de supervivencia que los ánodos elaborados con coque B.

Figura 11. Probabilidad de Choque Térmico en el ánodo VENALUM según evaluación del indicador TSR, considerados los valores reales de planta y los obtenidos de las especificaciones internacionales, en muestras anódicas elaboradas con coque A y B.
Los ánodos B presentan un máximo de 0.83 (74.77%) y un mínimo de 0.36 (32.43%) con una mayor probabilidad de falla que los ánodos elaborados con A. Presentan un intervalo de confianza más bajo R2 0,0042 frente a R2 de 0.079 para los ánodos elaborados con coque A.
De lo anteriormente expuesto se puede decir que la influencia del coque de petróleo en el choque térmico se verá reflejada en los valores de CET y el módulo de Young dinámico de los ánodos. Estos valores dependerán exclusivamente del grado de isotropía presente en el material, ya que una mayor isotropía será indicativo de un coque más débil, con menor pureza y mayor CET, y por tanto, con mayor tendencia al agrietamiento y falla por dilatación térmica (rajaduras).
III. CONCLUSIONES
1. Los ánodos elaborados con coque A, presentaron un mejor comportamiento mecánico y una menor probabilidad de fallas por choque térmico que los elaborados con coque B.
2. La fórmula TSR representa una poderosa herramienta para el control del agrietamiento del ánodo.
3. La influencia microestructural del coque de petróleo sobre el choque térmico del ánodo está determinada por su grado de isotropía.
4. Una mayor isotropía es indicativo de un coque con propiedades estructurales débiles, por lo tanto genera un bloque de carbón más débil frente a la acción del choque térmico.
5. Un incremento en la propagación de grietas en el ánodo es consecuencia de pequeñas grietas en el material atribuidas al proceso de manufactura como consecuencia de la variación granulométrica de la materia prima.
IV. REFERENCIAS
1. Betancourt, Ramón. Tecnología de carbón en la industria del aluminio. Tomo 2. Ciudad Guayana, Gerencia de Carbón- Venalum. Octubre 1996. [ Links ]
2. Convenio de Cooperación CVG –PDVSA. Uso del coque de petróleo venezolano grado ánodo en la industria del aluminio. CVG PDVSA 2003. [ Links ]
3. Gutierrez J., y Eduardo Tineo. Relación entre la textura óptica y las propiedades superficiales del coque retardado. Miniproyecto de Ingeniería Química. Sartenejas, USB. [ Links ]
4. Marie H, Sheralyn. Influence of Raw Materials Properties on the Reactivity of Carbon Anodes Used in the Electrolytic Production of Aluminium. Switzerland, Aluminium Verlag. 1993. [ Links ]
5. Meier, Markus. Cracking Behaviour of Anodes. Switzerland, R&D Carbon, 1996. [ Links ]
6. Schneider J. P. Thermal Shock of Anodes: Influence of Raw Materials and Manufacturing Parameters. USA, Ligth Metals. [ Links ]

