










Servicios Personalizados
Revista
Articulo
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkRevista de la Facultad de Ingeniería Universidad Central de Venezuela
versión impresa ISSN 0798-4065
Rev. Fac. Ing. UCV v.21 n.1 Caracas mar. 2006
Diseño y fabricación de un molde de termoformado utilizando herramientas CAD/CAE
MORALES R. A., CANDAL M. V.
Departamento de Mecánica, Sección de Polímeros, Grupo de Polímeros, Universidad Simón Bolívar Apartado 89000, Caracas 1080-A, Venezuela. e-mail: rmorales@usb.ve, mcandal@usb.ve
RESUMEN
El objetivo principal de este estudio consiste en la evaluación de un molde de vasos termoformables para detectar fallas que pueden estar ocurriendo durante su funcionamiento y considerar las recomendaciones para corregir las mismas de forma tal de obtener piezas con dimensiones y apariencia requeridas. Con este trabajo se busca establecer la importancia del uso de herramientas computacionales CAD/CAE para la evaluación del proceso de termoformado de forma tal de validar los resultados experimentales obtenidos en máquina durante el proceso de manufactura de las piezas. Para lograr esto, se termoformaron vasos desechables en una Termoformadora Brown S-1150 con la finalidad de observar las piezas defectuosas y en buen estado que se producían. Seguidamente, se validó el molde, para lo cual se construyeron modelos en tres dimensiones de los vasos y del molde utilizando un programa modelador de sólidos y se establecieron, en base a corridas experimentales con una resina polimérica como el Poliestireno de Alto Impacto (PSAI), doce condiciones en las que se variaron tanto la presión de vacío como el tiempo de ciclo. Al comparar los datos obtenidos en la simulación con los experimentales se observaron tendencias similares con variaciones de 30,59% para las paredes y 137,75% para el fondo de los vasos, atribuibles al desgaste de los machos y a las aproximaciones del proceso utilizadas. Se concluyó que la temperatura de la lámina, definida por el tiempo de ciclo, es el parámetro de procesamiento que más influencia tiene sobre la distribución de espesores finales de la pieza moldeada. Además, en los moldes machos o positivos, la zona correspondiente al fondo de las piezas siempre va a presentar mayores espesores. Por último, se puede decir que mediante la simulación de proceso de termoformado se pueden identificar fallas del moldeo de la pieza a fin de corregirlas durante el diseño del molde y el proceso de manufactura de las piezas.
Palabras Claves: termoformado, ingeniería asistida por computadora, diseño asistido por computadora, piezas plásticas, validación.
DESIGN AND MANUFACTURING OF THERMOFORMING MOLD BY USE OF CAD/CAE TOOLS
ABSTRACT
The main purpose of this study was to evaluate a thermoforming drinking glasses mold for detecting flaws that can be happening during the manufacturing operation and for considering recommendations to correct it, in such way of obtaining pieces with required dimensions and appearance. With this work, it is looked for to establish the importance of the use of CAD/CAE computational tools for the thermoforming process evaluation in such way of validating the experimental results obtained in machine during the manufacturing process of the pieces. To achieve this, the disposable drinking glasses were made in a Brown S-1150 Thermoforming with the purpose of observing the default and good pieces. Subsequently, the mold was validated using CAD software. For that, three-dimensional representations of the glasses and the mold were made using solid modeler software and they settled down, based on experimental races with a polymeric resin (High Impact Polystyrene HIPS). Twelve conditions related with the variation of the vacuum pressure and cycle time were made. When comparing the data obtained in the simulation with the experimental ones similar tendencies were observed with variations of 30,59% for the walls and 137,75% for the bottom of the glasses, attributable to the plugs waste and to the approaches used about the process. The principal conclusion is based on the sheet temperature, defined by the cycle time, because is the prosecution parameter that more influence has on the pieces final thickness distribution. In addition, in the male or positive molds, the area corresponding to the pieces bottom will always present bigger thickness. Moreover, with the thermoforming simulation, flaws can be identified in the piece model in order to correct them during the design of the mold and the pieces manufacturing process.
Keywords: thermoforming, computer assisted engineering, computer assisted design, plastics pieces, validation.
Recibido: noviembre de 2004 Revisado: marzo de 2006
INTRODUCCIÓN
En la actualidad, la industria de termoformado de plásticos se ha visto revolucionada por la implantación de herramientas computacionales avanzadas, sobretodo en las áreas de simulación del proceso y de elaboración de prototipos. La aplicación de estas herramientas, permite entre otras cosas, optimizar el proceso de producción y disminuir drásticamente los tiempos de elaboración de prototipos y moldes, lo cual directamente implica una reducción en los costos de fabricación.
Existen en el mercado herramientas de Diseño Asistido por Computador (CAD) y de Ingeniería Asistida por Computador (CAE) que permiten: (a) el modelamiento de sólidos en tres dimensiones; (b) llevar los conceptos del diseño a una representación gráfica manipulable y (c) realizar simulaciones para la mayoría de los procesos de producción de piezas plásticas. Mediante estas simulaciones se puede predecir, para la manufactura de piezas termoformadas (caso que implica este estudio), el comportamiento de la distribución de espesores de la pieza, perfiles de temperatura en el tiempo y las deformaciones de la lámina, en un ambiente gráfico de fácil visualización. La implantación de este tipo de tecnologías en la industria polimérica no sólo reportaría beneficios económicos sino que permitiría ofrecer a los consumidores una mayor calidad en los artículos producidos. Es importante reseñar que proyectos de investigación en esta área son necesarios para que los empresarios consideren el uso de herramientas CAD/ CAE como una necesidad. A medida que la información sea difundida, aumentará la confianza en estas tecnologías y se creará un ambiente propicio para su implantación.
FUNDAMENTOS TEÓRICOS Y ANTECEDENTES
Proceso de termoformado
Termoformado es un término genérico que engloba varias técnicas de procesamiento por las cuales se obtienen artículos plásticos a partir de láminas planas de distintos polímeros. Estos procesos involucran tres etapas fundamentales: (a) calentamiento de láminas de material polimérico hasta la temperatura de procesamiento; (b) deformación de las láminas hacia la superficie de un molde, a menor temperatura, con la forma deseada; y (c) la lámina se retira del área de formado y el exceso de material es removido para obtener la pieza final, cuando la lámina se ha enfriado lo suficiente para mantener la forma del molde[1,2].
El termoformado requiere que la lámina del material polimérico sea lo suficientemente flexible como para ser moldeada, pero a su vez, debe poseer suficiente estabilidad como para mantener la forma que le es suministrada. Es por esto que la temperatura a la cual se realiza el proceso de formado tiene gran relevancia. La ventana de procesamiento es, entonces, el intervalo de temperaturas dentro del cual cierto material puede ser satisfactoriamente. Este rango es mayor en los materiales amorfos que en los semicristalinos. Así, el PS puede ser moldeado a temperaturas que van desde los 127 ºC hasta los 180 ºC,mientras que el PP sólo puede ser moldeado a un par de grados por encima de los 165 ºC [3].
La mayoría de las láminas utilizadas en termoformado son producidas mediante el proceso de extrusión, donde se pueden obtener espesores desde 0,1 mm hasta 50,0 mm. En este proceso, la extrusora calienta, mezcla y, si es necesario, desgasifica el material a ser procesado (granulado o peletizado, en polvo, aglomerados o molidos), para luego extruirlo bajo presión a través de un cabezal en forma de ranura. A través de este proceso pueden fabricarse láminas de una o varias capas de material, así como láminas de un material espumado [4].
Los productos termoformados son típicamente clasificados en dos grandes categorías, los llamados productos permanentes o industriales (estantes para equipos médicos o electrónicos, paneles decorativos para autos, aviones, motocicletas, bañeras e implementos para cuartos de baño, cascos y asientos para lanchas y tragaluces) y los que corresponden a productos desechables (empaques para medicinas, empaques tipo burbuja, vasos para bebidas frías y calientes, bandejas para comidas horneables, contenedores para comida y empaques transparentes con la forma del producto como los utilizados en el área de empaques) [1,2]. En el mercado de empaques para alimentos los artículos termoformados gozan de gran popularidad debido a su bajo costo, gran área superficial por volumen y extraordinario desempeño bajo un amplio rango de temperaturas. Avances en los materiales y en procesos de producción, así como mejoras sustanciales en las máquinas utilizadas, han permitido que los productores de artículos termoformados conquisten el mercado de empaques para alimentos y productos de consumo humano [5].
La mayoría de las piezas termoformadas, sobre todo aquellas que poseen cavidades profundas, no pueden ser producidas con las técnicas de formado simple, debido a la marcada distribución desigual de espesores que se obtiene en las paredes.
El formado asistido mecánicamente (plug assist) consiste en aplicar presión mediante estructuras sólidas o pistones impulsados mecánicamente a la lámina de material reblandecido antes del formado. Esto incrementa la cantidad de material que es introducido en la cavidad, y por ende, disminuye considerablemente la variación de espesor en las paredes. Luego la lámina predeformada es forzada hacia las paredes del molde, con la ayuda de presión de aire desde el lado del pistón, o a través del molde hembra. En la Figura1 se puede observar la secuencia del proceso. [1,6].
Figura 1. Representación esquemática del procesode termoformado asistido mecánicamente [1].
Las propiedades finales de la pieza están regidas por una gran cantidad de parámetros de procesamiento, como temperatura de la lámina, presión de aire ejercida y tiempo de vacío. Estos parámetros gobiernan en parte la cantidad de material que es arrastrado hacia la base de la pieza [6]. El espesor de las paredes, en cambio, está regido por la profundidad que el pistón alcanza antes de que sea aplicada la presión de formado. Al disminuir el recorrido del pistón en el molde (disminuyendo la velocidad o la altura del pistón), se aumenta la cantidad de material en las paredes, una vez que se aplica la presión de formado, una menor cantidad de material alcanza la base del molde debido a la mayor distancia entre la lámina la base del molde, que con las paredes [2].
Este aumento en el espesor de las paredes, cuando se disminuye la velocidad de penetración del asistente o pistón ayudante, es producto de la respuesta viscoelástica del material polimérico. Debido a la complejidad del comportamiento reológico de un polímero reblandecido, es difícil comprender la influencia de cada propiedad. Aún cuando la viscosidad es la propiedad reológica más importante en una lámina reblandecida, el componente elástico es bastante alto y no puede despreciarse, así como tampoco el grado de endurecimiento debido a la deformación.
Además, en el formado asistido, dentro de la ventana de procesamiento del material, es probable que se produzca adhesión de la lámina al asistente para cualquier condición experimental, por lo que la resistencia en el fundido pasa a jugar un papel más importante a la hora de determinar la distribución de espesores. La resistencia en fundido ha sido reconocida como parámetro de procesamiento importante en operaciones en las cuales estén involucrados estiramientos o tensiones en una de las fases del proceso, como es el caso del termoformado. Materiales con baja en fundido y ventanas de procesamiento estrechas, como es el caso del PP, son más difíciles de procesar por termoformado [7].
Herramientas CAD/CAE
La industria del plástico se ha visto favorecida recientemente por el creciente uso de herramientas de computación en áreas de diseño, prototipado, control y simulación de procesos y construcción de moldes. Existe una tendencia hacia la automatización de la industria y optimización de los procesos, para obtener mayor calidad de los productos con un mejor rendimiento económico.
En la actualidad existen numerosas herramientas de Diseño Asistido por Computadora (CAD) para el diseño de sólidos. En estos programas es posible crear una representación gráfica de la pieza en tres dimensiones que permite visualizar todos los aspectos del diseño propuesto desde cualquier ángulo. Además, cuentan con diversas funciones que permiten al usuario añadir componentes prediseñados y adaptarlos a su diseño, así como funciones de extrusión, redondeado, revolución, agujeros, etc. Permiten además, obtener información sobre el modelo de forma rápida y sencilla: medidas, masa, componentes, ensamblaje, etc.
Existen muchas formas de optimizar el proceso de termoformado, sin embargo, la correcta determinación de los parámetros de procesamiento es aún un procedimientoexperimental basado en la experiencia. Usando herramientas de Ingeniería Asistida por Computadora (CAE) se pueden explorar distintas posibilidades de optimización sin necesidad de desperdiciar tiempo de producción de los equipos, material y dinero en costosos experimentos. El modelado del proceso permite predecir la dependencia de la calidad de la pieza final con las condiciones de operación, propiedades del material, maquinado y diseño del molde.El uso de esta tecnología también es importante en la reducción de tiempos de puesta en marcha de las líneas deproducción y de maquinado de los moldes [8,9].
Antecedentes
En una monografía escrita en 1986 por Throne [10] se establecieron dos campos principales donde las matemáticas podrían aplicarse al diseño de productos y procesos. Estas áreas se refieren a la predicción del tiempo de ciclo y a la determinación de la distribución de espesores de las piezas termoformadas. En este trabajo se indicó que la predicción del tiempo de ciclo dependía directamente de la transferencia de calor por conducción, convección y radiación que podíaser modelada a través de sistemas de ecuaciones de diferencias finitas bien conocidos para la época. La principal limitación de estos programas consistía en la incapacidad de representar la transferencia de calor no uniforme hacia la superficie de la lámina típica de procesos de termoformado de lámina gruesa.
En los últimos años se ha visto una creciente aparición de publicaciones sobre las técnicas de simulación en congresos internacionales. Algunos de estos trabajos refieren investigaciones sobre los parámetros que afectan el modelaje del proceso, tales como, la fricción entre el material y el molde, los patrones de temperatura utilizados en la etapa de calentamiento, propiedades del material y modelos utilizados para representar estos en las distintas etapas del proceso [11-14].
En uno de estos artículos, realizado por Laroche y colaboradores [13], se investiga el efecto que tiene la entre la lámina de material y la superficie del molde, en el proceso de termoformado asistidomecánicamente. En este trabajo se propuso un modelo de coeficientes de fricción no isotérmico, el cual fue evaluado a fin de establecer el potencial del mismo en la predicción del comportamiento de deslizamiento entre la lámina y el molde. Se pudo establecer, mediante validaciones experimentales, que este comportamiento presenta una gran dependencia con el tipo de material utilizado en la lámina y en los machos, así como del acabado superficial que estos presenten.
Muchos otros estudios se refieren a la optimización del proceso de termoformado a través del uso de herramientas de computación como la simulación y validación de moldes para productos [8, 15-19].
En este proyecto, al utilizar herramientas de simulación a fin de validar un molde para vasos utilizado en la termoformadora, se pueden establecer las fallas que éste presenta y considerar las recomendaciones que corrijan las mismas de forma de obtener piezas con las dimensiones requeridas.
METODOLOGÍA
Evaluación de un molde existente para vasos
En primer lugar, se llevó a cabo la fase de recopilación de datos experimentales en la cual se realizó la medición de la distribución de espesores de los vasos formados con un molde preexistente. Para esto fue necesario producir series de vasos moldeados bajo distintas condiciones, obteniéndose los espesores respectivos.
Para la obtención de los vasos se utilizó una lámina de PSAI PS-4600 reciclado, producida en una extrusora monotornillo marca MPM, a 150 rpm, temperatura en la boquilla de 200 ºC y con un caudal de salida de 35,7 Kg/h. El espesor promedio de la lámina obtenido fue de 1,26 ± 0,10 mm. observar la regularidad de los espesores a través de la lámina obtenida, se seleccionaron puntos de medición en la misma, como se muestra en la Figura 2.
Figura 2. Puntos de medición de la lámina.
Se realizaron corridas preliminares, en la termoformadora de lámina delgada marca Brown modelo S-1150, a fin de establecer los parámetros de procesamiento que mayor influencia presentaran sobre los espesores de los vasos. En la tabla 1 se presentan las especificaciones técnicas de la máquina termoformadora. Se empleó un molde que trabaja con la técnica de formado negativo asistido por pistón, donde la aplicación del vacío ocurre posteriormente al empuje de la lámina. El material del molde es un acero al carbono y el material del asistente es una espuma de Poliuretano (PU). En la Figura 3 se muestra el molde y asistente utilizados, con sus respectivas dimensiones.
Tabla 1. Especificaciones de la termoformadora [20].
| Características |
|
| Presión máxima de formado | 3,5 atm. / 508 mm x 508 mm7,0 atm. / 508 mm x 254 mm |
| Presión máxima según tamaño del molde | 9072 Kg |
| Profundidad máxima de formado 100 mm por debajo o arriba de la lámina | 100 mm por debajo o arriba de la lámina |
| Peso máximo del molde 365 Kg – Superior / 365 Kg – Inferior | 365 Kg – Superior / 365 Kg – Inferior |
| Ancho máximo de la lámina 558 mm | 558 mm |
| Espesor máximo de la lámina | 1.5 mm |
| Diámetro máximo de rollos de alimentación | 1 mm |
| Longitud del horno | 1016 mm |
| Elementos de calentamiento del horno | Elementos cerámicos en banco superior e inferior 60 mm x 127 mm / 60 mm x 254 mm |

Figura 3. Molde realizado en Pro-ENGINEER: a) Macho, b) Hembra y (c) Macho real en PU.
Adicionalmente, se determinó una condición base para la cual se obtuvo un formado completo de los vasos y una mejor réplica de las superficies del molde. Las variables de procesamiento para esta condición se detallan en la Tabla 2.
Tabla 2. Parámetros de procesamiento de la condición base para el moldeo de los vasos.
Por medio de observaciones experimentales cualitativas, al variar los parámetros de procesamiento para establecer la condición base, se determinó que la variación de la presión de vacío y del tiempo de ciclo presentaba una mayor influencia sobre la distribución de espesores de los vasos. En base a esto, se establecieron doce condiciones alrededor de la condición base, a diferentes presiones de vacío y tiempos de ciclo, manteniendo los demás parámetros constantes. Las condiciones establecidas se presentan en la tabla 3.
Tabla 3. Condiciones de procesamiento establecidas para la producción de los vasos (tiempo de vacío 1,1 seg., potencia de elementos de calentamiento 70%). Condición

Luego de definir las condiciones de procesamiento, fueron moldeadas 3 muestras por cada condición presentada en la tabla 3. Los vasos formados fueron retirados de la lámina con la finalidad de medir los espesores de pared en diversos puntos. Para tomar las mediciones, se identificó cada vaso según el macho a partir del cual fue formado. En la Figura 3, se presenta un esquema en el que se identifica a los seis machos presentes en el molde, las seis cavidades y el asistente de PU.
Por cada vaso fueron registradas siete medidas del espesor de pared, con un medidor de espesores marca Mitutoyo de apreciación 0,01 mm. Las medidas fueron tomadas en diversas posiciones a lo largo de la pared y fondo de los vasos, tal como se muestra en la Figura 4. Las medidas de las tres muestras producidas de cada vaso, fueron promediadas y calculada su desviación estándar a fin de cuantificar el error.

Figura 4. Distribución de las medidas de espesor en los vasos.
Simulación del proceso de termoformado para el molde de vasos.
Para la simulación del proceso de termoformado de los vasos obtenidos con el molde que se presentó en la figura 3, se utilizó un programa simulador del proceso de termoformado (T-SIM), el cual requiere de ciertas entradas de información acerca del proceso. Estas entradas consisten en los modelos tridimensionales de los moldes (macho y hembra), modelo de la lámina a moldear (Figura 5), material utilizado, parámetros de control del proceso y los datos de coeficiente de transferencia de calor lámina-molde, lámina-asistente y lámina-aire, así como los coeficientes de fricción lámina molde y lámina-asistente. En la tabla 4 de presentan los parámetros de calor y fricción empleados en las simulaciones.
Figura 5. Modelo de la lámina mallada para simular su termoformado en el programa T-SIM.
Tabla 4. Valores de parámetros de calor y fricción usados para la simulación.

Los modelos en tres dimensiones de las partes del molde fueron realizados en el programa modelador de sólidos (Pro- ENGINEER) (Figura 3 (a) y (b)) Para la construcción de los modelos fueron tomadas las medidas reales de los machos del molde con un vernier marca Somet de apreciación 0,05 mm. Seguidamente, estos modelos se guardaron en formato STL. Estos archivos fueron luego importados al simulador para la creación de las herramientas moldeo. La herramienta correspondiente a la mitad hembra del molde fue representada con 6336 elementos, mientras que la del macho, por su mayor complejidad se representó por 12492 elementos.
Para las condiciones establecidas en la Tabla 3, fue necesario crear en el programa cuatro modelos de láminas en las que fue necesario especificar la temperatura superficial inicial. La temperatura superficial de la lámina depende directamente del tiempo que ésta permanezca en la zona de calentamiento, por esto se realizó una curva de la temperatura de la lámina en función del tiempo de ciclo, para una potencia de los calentadores de 80% de los elementos de calentamiento de la máquina termoformadora. Las medidas de temperatura en la superficie de las láminas fueron tomados con un pirómetro infrarrojo marca Kobold Instruments modelo ST-6000 con una apreciación de 0,1 ºC. A continuación en la Figura 6, se muestran las medidas de temperatura tomadas para distintos tiempos de ciclo. Los modelos de las láminas fueron creadas con las temperaturas respectivas para cada tiempo de ciclo definido en las condiciones de la Tabla 3 (4,0; 4,5; 5,0 y 5,5 s), con el espesor medido de 1,26 ± 0.10 mm de las láminas extruidas, siendo cada una de éstas representada por 12500 elementos.
Figura 6. Curva de calibración de la temperatura de la lámina en función del tiempo de ciclo.
Para el control de proceso se introdujeron las posiciones relativas de los moldes, así como las presiones a través del tiempo de ciclo para cada condición. El material utilizado en las simulaciones fue un PSAI tomado de la base de datos con la que cuenta el programa. A falta de información reportada, se introdujeron los coeficientes de fricción por defecto recomendados por el simulador mostrados en la tabla 4.
Luego de finalizar las simulaciones para las 12 condiciones, se utilizó el módulo de post-procesamiento del programa para la determinación de los espesores, con el cual se especificaron líneas de corte en las láminas deformadas. Para los cortes realizados se obtuvieron los espesores en función
de la longitud de la línea de corte. En la figura 7 se indica la ubicación de las líneas de corte en las láminas deformadas. Para la validación del molde y análisis del comportamiento del programa de simulación, se compararon los datos experimentales con los resultados de la simulación, para así determinar la variación porcentual entre estos.
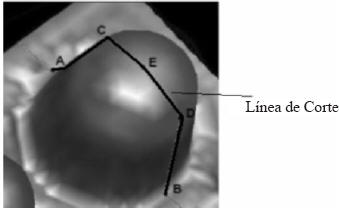
Figura 7. Línea de corte base.
DISCUSIÓN DE RESULTADOS
La validación del molde existente para vasos utilizado, se realizó con la intención de establecer las posibles fallas en el diseño del molde así como los factores que las generan. Para esto se realizaron 12 corridas experimentales con las condiciones establecidas en la Tabla 3, con un PSAI PS- 4600 reciclado. Este material fue escogido por su disponibilidad y por sus propiedades físicas, que lo hacen ideal para realizar piezas termoformadas con altas relaciones de deformación.
Al realizar las corridas preliminares para la determinación de la condición base, se pudo observar cualitativamente, que los parámetros de procesamiento que presentaban una mayor influencia sobre la distribución de espesores de los vasos, corresponden a las variaciones del tiempo de ciclo y la presión de vacío. El tiempo de ciclo determina aquel que permanece la lámina en la zona de calentamiento, por lo tanto al aumentar éste, la temperatura superficial de la lámina también aumenta proporcionándole un comportamiento menos elástico a la lámina, lo cual contribuye al desplazamiento de material hacia el fondo de los vasos. Además de esto, se ha comprobado que el incremento de la temperatura aumenta el efecto de fricción entre las superficies del macho y de la lámina, debido a la mayor adhesión presente entre la lámina y el asistente, lo cual también influye en el espesor final obtenido en el fondo del vaso, ya que a mayores valores de fricción una mayor cantidad de material es arrastrado hacia esta área [9].
La magnitud de la presión de vacío, a su vez, regula la capacidad del material de deformarse para formar una réplica del molde. A mayores presiones de vacío hay una mayor deformación de la lámina por lo que se obtienen menores espesores, tanto en las paredes como en la base de los vasos [9]. Debido a la mayor influencia presentada por estos parámetros de procesamiento, se decidió establecer las doce condiciones con distintos tiempos de ciclo y presiones de vacío alrededor de los valores encontrados para la condición base donde se obtuvo el mejor acabado de los vasos.
Luego de obtener las muestras de las piezas moldeadas para las doce condiciones, se prosiguió a realizar las mediciones, siguiendo el procedimiento descrito anteriormente en la metodología. Al analizar estos resultados se pudo corroborar la dependencia de la distribución de espesores con la presión de vacío ejercida y con la temperatura determinada por el tiempo de ciclo. Se escogió el espesor de pared para realizar los análisis debido a que el mismo es uno de los factores junto con la resistencia a la compresión que más son afectados por los parámetros de proceso de termoformado [6,21]. Para la construcción de las gráficas mostradas en la Figuras 8 y 9, se tomaron en cuenta sólo las muestras del vaso número 4 (Figura 3 (a)), ya que todos muestran la misma tendencia. Asimismo, se consideraron solamente las mediciones 2 y 4 correspondientes a los espesores en la mitad de la pared y en el fondo del vaso, respectivamente (Figura 4), porque en esta zona se observó la mayor diferencia.
Figura 8. Variación del espesor de la pared y en el fondo de vasos termoformados en función del tiempo de ciclo.

Figura 9. Variación del espesor de la pared y en el fondo de vasos termoformados en función de la presión de vacío.
En la Figura 8 se observa claramente la dependencia de la distribución de espesores con la temperatura determinada por el tiempo de ciclo. Además, el comportamiento observado concuerda con lo establecido en párrafos anteriores, ya que para mayores tiempos de ciclo se obtuvieron menores espesores en la pared y mayores espesores en el fondo del vaso, debido al mayor desplazamiento de material hacia esta área [9].
De la figura 8 también se puede determinar, por medio de la intersección de las curvas, que para el tiempo de ciclo de 4,5 segundos se obtienen espesores en la pared y el fondo de los vasos bastante cercanos, lo cual confirma una acertada escogencia de la condición base. En lo posible se debe tratar de producir artículos con una distribución de espesores lo mas homogénea posible, de forma de asegurar la estabilidad dimensional de la pieza. Adicionalmente en la Figura 9 se presentan las distribuciones de espesores para el fondo y la pared de los vasos al variar la presión de vacío.
En la Figura 9 se presenta un comportamiento irregular de la distribución de espesores con la variación de presión, sin embargo, se observa que el espesor en el fondo no presenta una tendencia con el aumento de presión mientras que el de la pared se mantiene prácticamente constante. Normalmente, se esperaría que los espesores en el fondo fuesen cada vez menores al aumentar la presión de vacío, con el consecuente aumento material en la zona correspondiente al borde superior de la pieza. Sin embargo, en este caso, para la mayor presión empleada (20 KPa) se obtuvo un mayor espesor en el fondo del vaso. Se debe tomar en cuenta que el proceso de termoformado es variable por naturaleza, y pueden haberse presentado variaciones en el ciclo de calentamiento de la lámina o en el ciclo de refrigeración del molde que afectaran los resultados [5,6,12]. A pesar de esto, se confirma que para la presión de vacío de 14,67 KPa, correspondiente a la condición base, se obtiene una distribución de espesores en el vaso más homogénea, dentro del comportamiento esperado.
El efecto de la temperatura determinada por el tiempo de ciclo y de la presión de vacío se puede ilustrar claramente al comparar el comportamiento global de los seis vasos presentes en el molde. En la Figura 10 se presenta la distribución de espesores para los seis vasos moldeados bajo condiciones con distintos tiempos de ciclo (4,0, 4,5, 5,0, y 5,5 segundos) y una presión de vacío constante de 14,67KPa.
Figura 10. Espesor de pared de vasos termoformados en función de la longitud de la línea de corte modificando los tiempos de ciclo.
Aunque las tendencias son similares, se presentan diferencias entre la distribución de espesores para los vasos formados bajo una misma condición, originadas principalmente por variaciones en la superficie de los machos, las cuales se deben al desgaste de los mismos por el uso prolongado al que han estado sometidos. A través de experimentos reportados en la literatura, se sabe que la geometría de los machos (plugs) posee gran influencia sobre las distribuciones de espesores finales de las piezas [6,20]. La altura de los machos gobierna esencialmente la cantidad de material en la pared y fondo de los vasos, ya que a mayor altura del macho, se produce una deformación mayor del material en las paredes, lo cual implica espesores menores en esta zona, y a su vez, mayores espesores en el fondo debido a la menor distancia que recorre la lámina hacia el molde. El área superficial de contacto de los machos también juega un papel importante en la distribución de espesores, ya que a mayor área superficial, se incrementa la cantidad de material que es arrastrada hacia el fondo del vaso, obteniéndose mayores espesores en esta área [6].
Los resultados obtenidos concuerdan con las alturas medidas para los asistentes, las cuales se presentan en la Tabla 5. Se observa claramente una variación de hasta 1,6% entre la altura de los distintos machos, lo que trae como consecuencia una variación en el espesor del fondo de los vasos formados. Dado que las dimensiones de cada una de las seis cavidades son iguales, es la variación de las alturas de los asistentes la que está afectando este cambio en el espesor (Figura 3 (a)).
Tabla 5. Alturas medidas de los machos del molde actual para vasos y espesores respectivos en el fondo de las muestras obtenidos en la condición base.
Se observa además, una marcada variación entre los espesores de los vasos de un mismo lado con respecto a los del lado contrario, probablemente debida a ligeras variaciones en el espesor inicial de la lámina en la dirección transversal. El espesor inicial de la lámina determina la cantidad de material que es arrastrado hacia la cavidad del molde, por lo que a menores espesores iniciales de la lámina se obtendrán piezas con paredes más delgadas [2, 5, 13]. El lado correspondiente a los vasos números 6, 4 y 2 produjo muestras con menores espesores que el lado contrario (Figura 7).
Cuando se realizaron las mediciones de los espesores de la lámina mostradas en la figura 2, se pudo constatar que no existía uniformidad de los mismos a lo ancho de la lámina, siendo ésta una de las causas de la diversidad de dimensiones de los vasos termoformados. Adicionalmente, al realizar mediciones de temperatura en la superficie de la lámina dentro del sistema de calentamiento de la termoformadora, Tabla 5. Alturas medidas de los machos del molde actual para vasos y espesores respectivos en el fondo de las muestras obtenidos en la condición base. se encontró que la distribución de temperaturas en el horno de la máquina no es homogénea. Se encontró una variación de más de 60 ºC a lo ancho de la lámina, presentando el borde izquierdo 180 ºC, el centro 160 ºC y el borde derecho 110 ºC. Estas diferencias indican que el calentamiento de la lámina no es uniforme, lo que produce diferencias notables en los vasos elaborados del lado de la lámina con mayor temperatura con respecto al lado que presentó una menor temperatura.
Como se explicó anteriormente, el espesor final también se ve afectado por el cambio de la presión de vacío utilizada para el moldeo. A mayor presión se obtienen menores espesores debido a que se ejerce una mayor fuerza sobre la superficie de la lámina, provocando una deformación más rápida. Esto implica directamente un comportamiento más elástico de la lámina, por lo cual disminuye el arrastre de material de la lámina hacia la cavidad del molde [2, 6].
Este efecto se ilustra en la Figura 11 donde se comparan las distribuciones de espesores experimentales para las muestras de los seis vasos moldeados bajo las condiciones 2, 6 y 10, en donde se ejercen distintas presiones de vacío, bajo un tiempo de ciclo constante de 4,5 s, a lo largo de toda la línea de corte establecida para la medición. Sin embargo, como fue mencionado anteriormente, para la condición de mayor presión de vacío (condición 6) se sigue observando el comportamiento opuesto a lo esperado.
Figura 11. Espesor de pared de vasos termoformados en función de la longitud de la línea de corte modificando las presiones de vacío.
La tendencia obtenida para la distribución de espesores de las muestras, al variar la presión de vacío, es similar al mostrado para la variación del tiempo de ciclo; sin embargo, se observa que la variación de los espesores es menor que la obtenida para las condiciones con distintos tiempos de ciclo, por lo cual se podría inferir que el parámetro dominante corresponde a la temperatura de la lámina definida por el tiempo de ciclo, ya que con una pequeña variación en el parámetro (4,0 a 5,5 s) el cambio observado es mayor al obtenido con la variación de la presión de vacío (6,67 a 20 KPa).
Similar al caso anterior, las variaciones observadas entre los vasos producidos bajo una misma condición, se deben a tanto a factores geométricos de los asistentes utilizados (Tabla 5) como a las diferencias de espesores iniciales de la lámina encontradas y a las diferencias en calentamiento entre ambos lados de la lámina.
Como se indicó anteriormente en la metodología, los programas de simulación requieren de ciertas entradas de información sobre el proceso para poder modelar correctamente las distintas condiciones de moldeo. En el caso del programa de simulación utilizado, una de estas entradas se refiere a las temperaturas de las láminas al iniciarse la etapa de formado, por lo que éstas fueron medidas directamente con un pirómetro digital infrarrojo en el horno de la máquina, en lugar de realizar los cálculos de transferencia de calor, ya que así se obtienen valores más precisos.
En la Figura 6 se observa un comportamiento lineal de la temperatura superficial de la lámina medida experimentalmente con el tiempo de ciclo, en concordancia con las ecuaciones de transferencia de calor señaladas en investigaciones anteriores [22]. A partir de esta figura fue posible determinar la temperatura de la lámina para tiempos de ciclo en el rango comprendido de 1,5 s a 6,0 s, para el equipo empleado.
La validación del molde para vasos, se llevó a cabo al hacer la comparación de la distribución de espesores de pared de las corridas experimentales con las simuladas, para las doce condiciones establecidas en la Tabla 3. El programa de simulación utilizado presenta los resultados de espesor de pared en función de la longitud de la línea de corte establecida, por esto fue necesario definir a que valor de longitud de cada línea de corte, mostradas en la Figura 7, corresponden las medidas experimentales tomadas.
En las Figuras 12 a 14, se presentan mediante un montaje, las distribuciones de espesores de las muestras experimentales y de las simulaciones correspondientes, producidas bajo las condiciones 2, 6 y 10, respectivamente. Debido a la similitud observada en la distribución de espesores, las gráficas para el resto de las condiciones no son presentadas.
Figura 12. Espesor de pared de vasos termoformados en función de la longitud de la línea de corte. Valores experimentales y simulados

Figura 13: Espesor de pared de vasos termoformados en función de la longitud de la línea de corte. Valores experimentales y simulados
Figura 14: Espesor de pared de vasos termoformados en función de la longitud de la línea de corte. Valores experimentales y simulados.
Para una mejor comprensión de los resultados mostrados en la Figura 15 se observa una porción aumentada de la Figura 12, donde se muestra, la distribución de espesores para el vaso número 5 y las zonas representativas de la curva. La Zona I corresponde a los espesores obtenidos en la porción de la lámina adyacente al vaso, la Zona II a los espesores a través de la pared del vaso y la Zona III indica la distribución de espesores en el fondo.
Figura 15. Detalle de la Figura 12.
Tanto para los resultados experimentales como para los simulados, se observa el mismo comportamiento en la distribución de espesores de pared de los vasos para las condiciones ensayadas. El espesor en la pared tiende a disminuir al alejarse del borde superior del vaso, hasta un valor mínimo, a partir del cual progresivamente la pared se va haciendo más gruesa hasta llegar al fondo del vaso. Este comportamiento se debe a que las zonas correspondientes a a pared son las que sufren una mayor deformación por la elongación en la dirección del formado. Al estirarse la lámina, el espesor tiende a disminuir ya que la lámina se comporta como un sólido elástico donde el volumen debería permanecer constante. Asimismo, cierta cantidad de material de las zonas adyacentes (fondo del vaso y lámina sin deformar), es arrastrado hacia las paredes por lo cual se obtiene un mayor grosor de pared en los extremos cercanos a éstas [1, 10].
En general se observa, para ambos casos, que el espesor en el fondo del vaso es mayor que el mínimo obtenido en las paredes; esto se debe a que ésta es la parte del vaso que primero entra en contacto con la superficie del molde, por lo cual se deforma en menor grado. Además, otro factor que influye en el mayor grosor de esta área, es que al entrar en contacto el macho con la lámina en esta zona, la enfría rápidamente haciéndola mas resistente a la deformación [6].Los datos de distribución de espesores reportados por el programa difieren notablemente de los experimentales debido a las aproximaciones del proceso real tomadas para realizar las simulaciones. La superficie de los machos fue aproximada por medio de geometrías simples en los modelos tridimensionales utilizados para la construcción de las herramientas de moldeo, los cuales presentan menores diferencias entre sí que las superficies reales, y estos a su vez presentan asistentes con diferentes alturas y radio de curvaturas en el fondo por efecto del desgaste. Asimismo, los modelos de las láminas fueron creados con un valor constante de 1,26 mm de espesor, mientras que las mediciones experimentales indicaron una distribución desigual de espesores de la lámina a través del ancho. Sin embargo, es importante mencionar que en el programa comercial empleado sólo se realiza un mallado a la lámina y no al asistente empleado, por ser ésta la que experimenta la deformación con los parámetros de proceso seleccionados.
Como se ha discutido anteriormente, la relación de los coeficientes de fricción de los materiales posee una gran influencia sobre la distribución de espesores finales de las piezas moldeadas [23]. Para las simulaciones se tomó un valor constante para todas las condiciones recomendado por el programa, sin embargo, según estudios realizados se ha podido determinar que los coeficientes de fricción de los materiales utilizados dependen de la temperatura a la cual se realiza el proceso de termoformado [9,16]. Además, estos pueden diferir de los valores tomados debido al desgaste presente en los machos que tiende a disminuir la interacción superficial con la lámina. Esto aunado a la geometría del asistente explica el comportamiento observado en las Figuras 12 y 13, donde se obtienen mayores espesores en el fondo de los vasos para las condiciones simuladas.
Aunque podría pensarse que el fenómeno friccional es uno de los factores responsables de diferencias encontradas, en la práctica se han podido detectar otros aspectos relacionados con la fricción, como lo es la forma del asistente, el cual puede de hecho determinar si existe una interacción friccional entre la lámina y el asistente. Asistentes con partes más chatas tienen un pobre desempeño ya que debido a su geometría más simple se impide el deslizamiento de la lámina predeformada durante la aplicación de la presión. Asistentes con mayor curvatura permiten un mayor deslizamiento y transferencia del material hacia las paredes. Por esta razón puede decirse que la variable determinante no es el coeficiente de fricción, ya que en ambos casos el coeficiente de fricción asistente-lámina es el mismo y lo que varía es el área de contacto. Otro aspecto importante al establecer la variación entre las condiciones experimentales y simuladas es que en la máquina, el valor de presión estomado a la salida del tanque de vacío, por lo cual pueden haber ciertas diferencias con las presiones reales establecidas en las cavidades por las pérdidas que pudieran haber a lo largo del sistema de vacío. Otro factor a considerar es la forma en la que se realiza el vacío, ya que en la simulación el programa ejerce vacío a través de toda la superficie del molde como si se tratase de un material poroso, mientras que en el molde real se realiza a través de ranuras que se conectan por medio de una caja de presión al sistema de vacío.
Adicionalmente, debido al carácter viscoelástico de los materiales poliméricos, puede darse una recuperación parcial después del moldeo, tomando en consideración que las mediciones se realizan después de las 48 horas de obtenidas las piezas, aspecto que no es considerado por los programas comerciales. Para poder caracterizar el comportamiento del programa de simulación del proceso de termoformado (Tabla 6), primero se establecen las variaciones porcentuales de los datos experimentales con los simulados.
Tabla 6. Variaciones porcentuales promedio de los datos simulados con los experimentales para el molde de vasos.
Al promediar los resultados para las medidas 1, 2, 3, 5, 6 y 7 correspondientes a las mediciones realizadas en la pared de los vasos, se obtiene una variación porcentual de espesores en la pared de 30,59%, siendo este valor considerado como aceptable en los trabajos de investigación reportados en la literatura [24].
Para los espesores de pared en el fondo de los vasos se obtuvo una variación entre los datos simulados y experimentales de 137,75%, esto probablemente se deba a la aproximación de la relación entre los coeficientes de fricción de los materiales utilizados, recomendada por el programa y al efecto de la forma del asistente. Como se discutió anteriormente, este parámetro es el que presenta una mayor influencia sobre el espesor en el fondo de los vasos, por lo cual se podría inferir que la interacción entre los machos y la lámina de material probablemente ha disminuido por el desgaste de la superficie de los machos, produciendo un deslizamiento mayor de la lámina con la consecuente disminución de los espesores medidos.
CONCLUSIONES
La temperatura de la lámina, definida por el tiempo de ciclo, es el parámetro de procesamiento que más influencia tiene sobre la distribución final de espesores de la pieza moldeada. La temperatura de la lámina es una función lineal del tiempo de ciclo que a su vez regula el tiempo que ésta permanece dentro de la zona de calentamiento.
En los moldes positivos (machos), la zona correspondiente al fondo de las piezas siempre va a presentar mayores espesores ya que ésta es la que primero entra en contacto con el molde enfriándose a mayor velocidad que el resto de la pieza.
Mediante la simulación del proceso de termoformado se pueden identificar las fallas en el moldeo de la pieza a fin de corregir los defectos en el diseño del molde, y además permite estimar las condiciones óptimas de moldeo donde la pieza presenta una distribución de espesores más homogénea, lo cual constituye un ahorro considerable de tiempo y material al momento de iniciar la producción de los artículos.
Al validar el molde para vasos, para la condición base empleada, se observaron tendencias similares en las distribuciones de espesores experimentales y simulados, con variaciones de espesor de 30,59% para las paredes y 137,75% para el fondo de los vasos.
El desgaste presente en los machos pertenecientes al molde para vasos, contribuye a disminuir la interacción entre estos y la lámina de material, produciendo piezas con menor espesor que el esperado mediante las simulaciones realizadas.
El uso de herramientas CAD/CAE permite predecir las fallas que se pudieran presentar en el procesamiento de las piezas y realizar las modificaciones en el diseño del molde necesarias para corregirlas de forma rápida y sencilla, antes de elaborar el prototipo del molde.
REFERENCIAS
1. THRONE, J., (1999), «Understanding Thermoforming», Hanser Publishers, Primera edición, Alemania. [ Links ]
2. HARRON, G., HARKIN-JONES, E., MARTIN P., (2001), «An Experimental Investigation of the Plug Assist Thermoforming Process» SPEs ANTEC Proceedings , 825-829. [ Links ]
3. LEE, J., VIRKLER, T. Y SCOTT, C., (2001). «Effects of Rheological Properties and Processing Parameters on ABS Thermoforming», Polymer Engineering and Science, 41 (2), 240. [ Links ]
4. DEFOSSE, M., (2000). «Thermoformed Packaging caters to lifesyle changes», Modern Plastics International, Vol. 30 No. 9, Septiembre, 82-86. [ Links ]
5. ILLIG, A., (2001). «Thermoforming, A Practical Guide», Hanser Publishers, Primera edición, Alemania. [ Links ]
6. HARRON, G., HARKIN-JONES, E., MARTIN P., (2000) «Influence of Thermoforming parameters on final part properties», SPEs ANTEC Proceedings, 3723-3727. [ Links ]
7. LAU, H., BHATTACHARYA, S. Y FIELD, G., (1998), «Melt Strength of Polypropilene: Its Relevance to Thermoforming», Polymer Engineering and Science, 38 (11), 1915. [ Links ]
8. KOUBA K., NOVOTNÝ P., SÁHA P., (1999), «Optimization of thermoforming», SPEs ANTEC Proceedings, 841- 843. [ Links ]
9. DIRADDO R., LAROCHE D., BENDADA A., (1999), «Optimization of thermoforming with process modelling», SPEs ANTEC Proceedings, 844-849. [ Links ]
10. THRONE, J., (1987), «Thermoforming», Hanser Publishers, Primera edición, Alemania. [ Links ]
11. YOUSEFI A., BENDADA A., DIRADDO R., (2001), «Robust simulation for the heating stage in thermoforming», SPEs ANTEC Proceedings, 815-819. [ Links ]
12. HYLTON D., SPENCE T., SAMPON E., (2000), «An analysis of the heat exchange phenomena in heavy gauge thermoforming – Part I», SPEs ANTEC Proceedings, 804-810. [ Links ]
13. LAROCHE D., COLLINS P., MARTIN P., (2001), «Modelling of the effect of slip in plug-assisted thermoforming», SPEs ANTEC Proceedings, 810-814. [ Links ]
14. COLLINS P., MARTIN P., LAPPIN J., (2000), «Investigation of heat transfer in the plug-assisted thermoforming process», SPEs ANTEC Proceedings, 788-793. [ Links ]
15. COLLINS P., MARTIN P., MARTIN J., (2000), «The use of hot impact testing in the simulation of the plug-assisted thermoforming process», SPEs ANTEC Proceedings,783-787. [ Links ]
16. KOUBA K, NOVOTNY P, KECH A., (2001), «Viscoelastic Material Characterization At Large Deformation», SPEs ANTEC Proceedings, 830-833. [ Links ]
17. PANTELELIS N., MARCHAL T., MEGISIDIS P., ET AL., (2000) «Vaccum stamping of a refrigerator: Identifying problems through numerical simulation, solving them and validating the solution on the product line», SPEs ANTEC Proceedings, 811-815. [ Links ]
18. LAROCHE D., CONNOLLY R., ELIE C., (2000), «Thermoforming simulation and experimental validation on a Bass boat hull», SPEs ANTEC Proceedings, 778-782. [ Links ]
19. CHRISTOPHERSON R., DEBBAUT B., RUBIN Y., (2000), «Simulation of pharmaceutical blister pack thermoforming using a non-isothermal integral model», SPEs ANTEC Proceedings, 768-772. [ Links ]
20. HEGEMANN, B. Y EYERER, P., (2002), «Various Plug Assist Materials and their Effect on the Thermoforming Characteristics of Polymeric Sheet», SPEs ANTEC Proceedings, s/p. 98 [ Links ]
21. BORDONARO, C., VIRKLER, T., GALANTE, P., PINEO, B. Y SCOTT, C., (1998), «Optimization of Processing Conditions in Thermoforming», SPEs ANTEC Proceedings, 544-550. [ Links ]
22. RUNGROUNGDOUYBOON, B. Y COULTER, J., (2003), «The Science based Optimization of Material Heating during Thermoforming Processes», SPEs ANTEC Proceedings, 780-783. [ Links ]
23. HEGEMANN, B. Y EYERER, P., (2003), «Polymerpolymeric Friction at Temperatures and Rates simulating the Thermoforming Process», SPEs ANTEC Proceedings, 791-795. [ Links ]
24. THRONE, J., (2000) «Computer aided thermoformed product and process design» SPEs ANTEC Proceedings, 2989-2996. [ Links ]
