









Services on Demand
Journal
Article
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Similars in
SciELO
Similars in
SciELO
Share

 Permalink
PermalinkRevista de Ciencias Sociales
Print version ISSN 1315-9518
Revista de Ciencias Sociales vol.11 no.2 Marcaibo May 2005
Innovación de producto y aprendizaje dirigido en alfarería en Oaxaca, México
Hernández Girón, José de la Paz*
Domínguez Hernández, María Luisa**
y Caballero Caballero, Magdaleno***
* Profesor de Educación Comercial de la Universidad Pedagógica Nacional de Honduras. Doctor en Ciencias Administrativas. Profesor Investigador de IPN, CIIDIR. Oaxaca. Tel(Fax) 951 517-06-10. E. Mail: jgiron4@hotmail.com
** Doctora en Ciencias Administrativas. Directora e Investigadora del IPN, CIIDIR. Oaxaca.
*** Profesor Investigador del PIN, CIIDIR. Oaxaca.
Resumen
En la alfarería, el aprendizaje y la utilización de técnicas se desarrollan en el ámbito familiar, en él se comparten bases de conocimientos casi iguales, la innovación es un proceso muy lento, para acelerarlo se utilizó un proceso experimental en el que dos grupos (Externo y artesanos) establecieron un proceso iterativo y de aprendizaje dirigido, donde la prueba de la hipótesis inicial conduce a consecuencias que se comparan con los datos, y las discrepancias llevan a la modificación de esa hipótesis inicial, surgiendo así una segunda hipótesis, y así sucesivamente hasta lograr un producto nuevo. El trabajo de campo se llevó a cabo durante nueve meses en Santa María Atzompa, un municipio del Estado de Oaxaca, Los resultados muestran que hoy los artesanos están más dispuestos al cambio, se sienten más seguros de sí mismos, muestran un gran compromiso y se arriesgan más. Con el nuevo proceso disminuyeron los costos de producción y además se obtienen productos nuevos de mayor calidad, que incrementan los precios de venta y con ello el ingreso y el bienestar de los artesanos.
Palabras clave: Innovación, desarrollo de producto, alfarería, adopción de tecnología, aprendizaje.
Product Innovation and Directed Learning in Pottery Production in Oaxaca, Mexico
Abstract
In the pottery sector, skills and the learning of techniques are developed in a family environment, where knowledge is shared and innovation is a very slow process. In order to accelerate this process an experiment was applied to two groups (External elements and local artisans), an iterative process was established and a learning process, where the test of the innitial hypotheses lead to consequences that were compared with previous data, and the discrepacies lead to modifications in the initial process. This resulted in a second hypothesis, this process was repeated until a new product was developed. The field work was carried out over nine months in Santa María Atzompa, a municipality in Oaxaca State. The results show that today artisans are more willing to change, they feel more sure of themselves, they show a great commitment and they take more risks. With the new process they reduced production costs and made new better quality products, which increased the sales prices, and incomes and well-being of the artisans.
Key words: Innovation, product development, pottery, technology adoption, learning.
Recibido:05/02/24. Aceptado:05/06/30.
Introducción
Según Miranda y Bañegil (2002:261) cada vez más se cita que los productos nuevos son la clave del éxito de la empresa en el mercado. Plantean que durante los años setenta, en España los productos nuevos correspondieron al 20% de ganancias de la empresa; en los años ochenta, estos representaron el 33% de ganancias. En los años noventa, esa situación se incrementó al 50%. Y dicen que en estimaciones recientes los productos nuevos representaron arriba del 42% de ventas de la empresa. Se esperaba que el número de productos introducidos al mercado por esas empresas se duplique.
Langerak et al. (2004:84) plantean que la investigación empírica revela la importancia de la actuación de los productos nuevos para el desempeño organizacional. Citan estudios que muestran que la mejor práctica de las empresas comprende el 49% de sus ventas de los productos desarrollados y lanzados en los últimos cinco años, y esa actuación de los productos nuevos responde a un cuarto de la variabilidad en el desempeño organizacional; citan otro estudio que reporta, que dependiendo del contexto del mercado, la actuación de los productos nuevos explica, entre 30% y 70%, la variación de la rentabilidad de la organización. Además ellos encuentran que la actuación de los productos nuevos, tiene un efecto positivo en el desempeño organizacional, reafirmando que las empresas no pueden depender sólo de las ofertas normales de productos para lograr los objetivos de ventas y ganancia.
Sin embargo todavía muchos de los productos nuevos no tienen el éxito esperado en el mercado, esto subraya la importancia de mejorar el producto y la manera más sutil y compleja, pero manejable, de tomar en cuenta las necesidades y deseos del consumidor.
La importancia del desarrollo de productos nuevos para la supervivencia de cualquier empresa se reconoce ampliamente por la literatura (Langerak et al. 2004; Miranda y Bañegil, 2002; Nijssen y Frambach, 2000; Filippini et al., 2004, etc.). Cuando se enfrenta un ambiente externo volátil, con ciclos de vida de producto muy cortos, una elevada competencia local y global, mercados poderosos y un paso acelerado de desarrollos tecnológicos en el sector, muchas empresas enfrentan una posición dónde el desarrollo de productos nuevos es una opción estratégica dolorosa pero necesaria. Por ello una pregunta obligada para los manufactureros es ¿Cómo organizar y manejar eficientemente el proceso de desarrollo de productos?
Aunque las empresas grandes, medianas, pequeñas y micro tienen problemas serios para implementar procesos de desarrollo de productos encaminados a mantener una innovación que les permita sobrevivir, tienen facilidades para enfrentar esa situación. Pero no así los productores de artesanía que además de carecer de apoyos económicos y asesoría técnica, tienen problemas de educación, salud, higiene, etc. Tal como lo reportan Heredia, Herrera y García (1999:1) en un estudio sobre la producción en alfarería de barro dentro de la región de Texcoco, México, donde más del 75% de los artesanos carecen de créditos, venden más del 70% de su producción total a intermediarios, y en muy pocos casos, directamente al mercado local o la Ciudad de México, tienen pocos conocimientos para la comercialización, se carece de apoyos gubernamentales y los factores climáticos frenan la producción.
Las piezas de alfarería como objetos de artesanía según Turok (1988:9-10), tienen varias implicaciones en la producción, entre ellas el uso y la existencia de tecnología. Existen ejemplos que indican cómo algunos artesanos de la alfarería han podido alcanzar el éxito al introducir algunos cambios en sus formas tradicionales de producción.
Ramos y Tuñón (2001:416-441), realizaron un estudio en Amatenango del Valle, una población de 2 800 indígenas tseltales de la región de Los Altos de Chiapas, México. En 1999, de la totalidad de sus unidades domésticas, el 98.3% combinaban la producción agrícola con la alfarería artesanal. En ese estudio encontraron casos de innovación tecnológica desde los años 60 en los siguientes aspectos: organización para la venta, introducción de hornos, diversidad de diseños y utilización de pinceles en el acabado de las piezas. Durante la década de los 80 los principales productos eran macetas, comales y cántaros destinados a un uso utilitario o decorativo. Gracias a las vías de comunicación en Amatenango, pronto sus pedidos ya no se limitaron a las piezas tradicionales, sino que empezaron a desarrollar nuevos diseños a partir de piezas de muestra que les llevaban los intermediarios y clientes. También en esa época se dieron a conocer las habilidades de las artesanas en el ámbito nacional con lo que la artesanía adquirió prioridad en la comunidad y con ella la llegada masiva de turistas al Estado de Chiapas.
En los años 70 introdujeron los hornos, era a base de petróleo, de 30 metros cúbicos de capacidad, pero no dieron resultados debido a que no alcanzaron la temperatura requerida por el barro usado por los artesanos. Entre 1970 y 1975 se construyó un horno de tiro vertical pero por no haber aprendido su forma de operación, el horno ya no se usó y se cayó. En 1997, se construyó otro horno de gas de tiro vertical con los mismos resultados. En 1999 el tercer horno, de gas, se encontraba en construcción. En el tiempo en que este estudio se realizó, estaba contemplado que se operara por las mujeres y se lograra la apropiación del proyecto por ellas mismas; pero no existió capacitación técnica.
Jiménez (1982:11-79), en Huáncito, una comunidad alfarera en el estado de Michoacán, México, explica la forma tradicional de producción y comercialización de la mayoría de los alfareros y los elementos innovadores introducidos por unos cuantos alfareros para alcanzar el éxito. Algunos productos innovadores son los novedosos jarrones con decoración polícroma y vidriado en varios colores, por dentro y por fuera; floreros y maceteros muy distintos a los realizados en la comunidad; adoquines vidriados para decorar pisos, paredes de baños y cocinas; teja y ladrillo para construcción de edificios de mampostería; loza decorativa y empleo de moldes y modelos diferentes. Formas variadas: macetones, floreros, charolas decorativas, bases para macetas, ollas, jarrones y ceniceros para restaurantes y hoteles de varias partes del Estado de Michoacán; máscaras de barro como objetos rituales o decorativos y loza verde con imitación del estilo y vidriado de la cerámica de pueblos vecinos. Para ello construyeron y usaban un horno grande de 1.75 metros de altura por 2 metros de diámetro.
Pero en alfarería todavía existen problemas como el de la losa vidriada de Santa María Atzompa, porque para dar brillo y una tonalidad verde esmeralda se utiliza la greta, una sustancia a base de plomo y por tanto venenosa. La Secretaría de Salud expidió la Norma Oficial Mexicana NOM-011 SSA1-1993, donde se exige que la greta se sustituya por un esmalte sin plomo. Pero en el caso de Santa María Atzompa son acciones no cumplidas porque con el esmalte sin plomo no se logra la tonalidad del verde esmeralda, característica ancestral de su alfarería. Además del problema en el producto, la greta provoca afecciones porque en la aplicación no utilizan medidas de protección. Al cocer las piezas de alfarería, con el calor de los hornos se producen emisiones que afectan la salud de los productores y de quienes viven en el radio de injerencia.
Las fórmulas sin plomo para mantener el color verde característico de Atzompa, al que sus clientes están acostumbrados, deben trabajarse con temperatura mínima de 800 grados centígrados y los hornos tradicionales alcanzan 800 grados centígrados como máximo, esto exige una innovación al proceso de cocción de las piezas de alfarería.
Entonces el problema se traduce en ¿Cómo organizar y manejar eficientemente el proceso de desarrollo de productos en alfarería manteniendo sus características y utilizando esmaltes sin plomo?
1. Marco referencial
Un número creciente de estudios han analizado el proceso de desarrollo de productos nuevos (Collaine et al., 2002; Miranda y Bañegil, 2002; Filippini et al., 2004; Hernández et al., 2004; Langerak et al., 2004; Calantone et al., 2004a, etc.) sin embargo, pocos han estudiado cómo las empresas mantienen sistemáticamente el proceso de desarrollo de productos nuevos. La innovación es crucial para el éxito organizacional y por tanto es un campo importante de investigación. Los esfuerzos en investigación reflejan mayor importancia en la identificación de factores asociados con el proceso de desarrollo de nuevos productos (Steven et al., 2004).
El objetivo de este trabajo es estudiar los determinantes de la adopción y difusión de herramientas y técnicas de desarrollo de productos nuevos para establecer estrategias de operación que puedan seguir alfareros como los de Santa María Atzompa. Los productores se beneficiarán en particular de tal información porque, con los cambios en el mercado, están bajo la presión de mejorar su desempeño y el del negocio. La Información sobre la adopción de técnicas de desarrollo de productos puede ayudar al conocimiento y nivel de penetración de los negocios de artesanía, ayudará también a que los artesanos le den mayor importancia a la comercialización e indaguen sobre el particular para mejorar sus productos de manera más eficaz, sin esperar que el gobierno mejore los precios o busque mercado para ellos.
Durante los últimos 30 años muchas herramientas y técnicas se han desarrollado para mejorar el proceso de desarrollo de productos nuevos. Nijssen and Frambach (2000:123) resumen una serie de técnicas y herramientas utilizadas en el desarrollo de productos nuevos como: las reuniones sistemáticas de grupos creativos, donde las barreras de pensamiento creativo se eliminan para estimular la producción de ideas nuevas a través de la asociación; el análisis morfológico, grupos creativos en que el problema original se convierte en muchos problemas con soluciones alternativas para el problema original; el método Delphi, con la visión y el trabajo de varios expertos donde a través de regeneración se establece la visión general; los grupos de enfoque, el ciclo de vida del producto, las pruebas de concepto, el análisis conjunto, prueba de uso en casa, enfoques de calidad, la prueba de mercado, modelos de predicción de mercado y modelos de predicción por computadora.
Nijssen and Frambach (2000) en sus resultados encontraron que el tipo de herramientas y las técnicas a adoptar, dependerán de la naturaleza y volumen de la estrategia de desarrollo de productos nuevos de la empresa, pero generalmente una empresa seleccionará un conjunto de herramientas complementarias. Las técnicas y herramientas estandarizadas pueden ayudar a la organización a aprender de los proyectos anteriores.
Las técnicas de generación de idea, por ejemplo, se han introducido para ayudar a que las empresas sistemáticamente generen un gran número de buenas ideas para el desarrollo de nuevos productos.
Miranda y Bañegil (2002:266) encuentran que existen relaciones muy significativas entre el uso de las tecnologías de información y las técnicas industriales y el éxito de los productos nuevos. La interacción positiva y significativa entre estas herramientas y el índice de éxito indica que las técnicas más modernas como las de diseño y predicción por computadora incrementan el desempeño, mejorando las posibilidades de éxito de los productos nuevos en el lugar de mercado.
Turok (1988:10-113), plantea que una característica de las artesanías es el resultado de la individualidad del artista e independientemente del avance tecnológico de sus instrumentos para procesar las materias primas. Una pieza artesanal será distinta a la otra, debido a que cada una lleva los elementos espirituales, simbólicos, de creatividad e innovación que se dan en el momento de elaborarlas.
En la alfarería el aprendizaje y la utilización de técnicas se desarrolla en el ámbito familiar, constituye una herencia que se da de generación en generación. Las mejoras y cambios dentro de un proceso de innovación ocurren en el ámbito de la enseñanza aprendizaje que se da de padre a hijo, de abuelos a nietos, de tíos a sobrinos, en el que se comparten bases de conocimientos casi iguales. Es un proceso muy lento lo mismo que el aprendizaje que se da por simple observación, dentro de un proceso de socialización donde el niño observa como sus mayores realizan esa actividad y poco a poco, jugando o por obligación despierta su interés por el barro. Las niñas aprenden el moldeado de las piezas, como una de las labores propias de las mujeres, mientras que los niños realizan las actividades que como hombre le corresponden, encendido del horno, conseguir los materiales, dar el acabado final a las piezas, etc. El sistema jerárquico de relaciones es totalmente familiar, no es como al interior del proceso de producción de una fábrica: maestro-oficial-aprendiz, no cobran un salario determinado, ni están sujetos a estándares de venta ni de producción, por lo que los cambios y mejoras ocurren de acuerdo a la voluntad e interés de cada artesano.
El artesano decide por cuenta propia mejorar sus productos, ya sea motivado por los gustos y demandas de los clientes o por imitación, de esta manera busca nuevas técnicas para hacer más rentables y competitivos sus productos. Los cambios y mejoras a productos ocurren también por cambio de residencia de personas ajenas a la comunidad, que a veces traen ideas, conocimientos o técnicas diferentes a las ya conocidas, situación totalmente esporádica y con resultados no previstos.
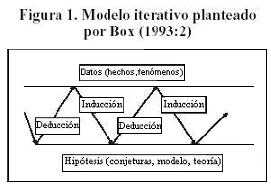
Para controlar el proceso de innovación en cerámica en Santa María Atzompa y utilizando esmaltes sin plomo se propuso llevar a cabo una serie de experimentos bajo el concepto de proceso de aprendizaje dirigido, siguiendo el modelo iterativo planteado por Box (1993:2). Para la aplicación de ese modelo, se considera que en el aprendizaje dirigido se puede examinar, de manera interactiva, el impacto de adquisiciones de conocimiento en el comportamiento de la innovación, aplicada por los individuos que adquieren los conocimientos. Se puede distinguir entre las adquisiciones de conocimiento tecnológico y adquisiciones de conocimiento no tecnológico.
El concepto de aprendizaje dirigido se concibe compuesto por cuatro factores: el compromiso de aprender, una visión compartida, imparcialidad y compartir el conocimiento al interior de la organización (Calantone et al., 2004b). Es un modelo que desarrolla un juego de medidas que reflejan la magnitud de la base de conocimiento adquirido con que se refuerza el resultado de la innovación. También se puede obtener la conexión o relatividades que involucra el volumen de las bases de conocimiento, el argumento de una capacidad absorbente hace pensar en la habilidad de usar la nueva información para resolver los problemas, con lo que se refuerza el nuevo conocimiento que está relacionado con lo que ya es conocido.
Dentro del grupo de trabajo los elementos de conocimiento similar facilitan la integración de las bases del conocimiento adquirido. Las habilidades comunes, los idiomas compartidos, y las estructuras cognoscitivas similares habilitan la comunicación técnica y el aprendizaje.
Por otro lado la participación de los agentes externos como facilitadores y aceleradores de los procesos de innovación influye en el aprendizaje, que no sólo es interactivo dentro del grupo sino con los agentes externos. Por ello se cree que una base de conocimiento adquirida demasiado similar a la base de conocimiento de los agentes externos puede contribuir poco al rendimiento de la innovación subsecuente. Desde una perspectiva de capacidad absorbente el conocimiento adquirido puede ayudar a mejorar el desempeño a través de dos efectos: primero, el conocimiento adquirido puede proporcionar un efecto de fertilización cruzada cuando los problemas viejos pueden dirigirse a través de los acercamientos nuevos, o por una combinación de los acercamientos viejos y nuevos. Y segundo, el nuevo conocimiento adquirido puede servir como la base para absorber estímulos adicionales e información del ambiente externo, especialmente el conocimiento técnico y especializado de los facilitadores de la innovación.
El conocimiento se transfiere primeramente a través de las interacciones entre el grupo de trabajo y los facilitadotes del proceso que trae consigo la enseñanza y el aprendizaje. La Integración de los equipos de trabajo, las reuniones dentro y entre los dos grupos, es similar a los departamentos de investigación y desarrollo en las empresas, y la comunicación cara a cara son partes integrales del proceso por las que las unidades aprenden sobre otras tecnologías y procesos.
A partir de que cada comunicación necesita a un emisor y un receptor, es pertinente que la magnitud de las bases del conocimiento, de los dos grupos, sean diferentes. Cuando las bases del conocimiento surgidas son relativamente iguales, la mayoría, de los recursos de conocimiento de las unidades se consagrará a la tarea de integrar las bases del conocimiento. Como los dos grupos educan aproximadamente igual, se utilizan pocos recursos para dirigir la innovación. Por otro lado, si las dos bases de conocimiento son relativamente desiguales en tamaño, la absorción y actividad de asimilación ocupan sólo una parte de los recursos del grupo con más conocimiento aún cuando trae consigo la preocupación del que tiene menor base de conocimiento.
2. Metodología
Para sustituir la sustancia a base de plomo (Greta), que utilizan los artesanos, por un esmalte con mínimo contenido de plomo, se llevaron a cabo 13 experimentos, de los cuales se presentan 6 hipótesis como síntesis de lo más significativo del proceso. Se establecieron las condiciones más cercanas a un laboratorio en la comunidad de Santa Ma. Atzompa, y así se estandarizó en una cota amplia tanto a los productos como a los procesos. Se llevaron a cabo actividades bajo el concepto de aprendizaje dirigido para que los artesanos aceleraran su proceso normal de innovación de procesos y productos.
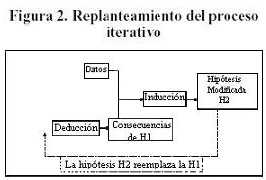
En el proceso experimental los dos grupos, el de artesanos y los facilitadotes del proceso, establecen una serie de hipótesis, que de acuerdo a Box (1993:1-2), en un proceso iterativo y de aprendizaje dirigido, la hipótesis inicial conduce, por un proceso de deducción, a consecuencias que después de ser comparadas con los datos, las discrepancias llevan, por un proceso de inducción, a la modificación de la hipótesis inicial. Luego se sigue un segundo ciclo en la iteración, que al compararse de nuevo con los datos puede llevar a nuevas hipótesis, a nuevas modificaciones y por ende a ganancia de conocimientos (Ver Figuras 1 y 2).
Actividades previas al establecimiento de los experimentos
Un grupo de tres personas del Instituto Politécnico Nacional que laboran en el Centro Interdisciplinario de Investigación para el Desarrollo Integral Regional, establecido en Oaxaca (CIIDIR, Oaxaca), actuaron como facilitadores del proceso de innovación de artesanía en Santa Ma. Atzompa, Oaxaca, iniciando el 6 de marzo del 2001. Desde entonces, hasta octubre del 2003, se brindó asesoría para la gestión de créditos, para construir un mercado de artesanías, se llevaron a cabo sesiones de trabajo todos los lunes y martes por las tardes. En las primeras sesiones con la técnica de lluvia de ideas se plantearon los problemas individuales que tienen como alfareros y al final entre todos decidieron que la integración como equipo de trabajo y el desarrollo del producto son los dos principales problemas que aquejan a todos.
En los talleres artesanales se pudo observar como cada artesano es especialista en algún tipo de producto, usa diferentes técnicas, y elabora productos de tamaños y formas distintas. Se impartieron cursos de pintura para adiestrarlos en el uso del pincel y en el proceso que se debe seguir para conseguir una buena adherencia de la pintura al barro, incluyendo el uso del sellador para ahorrar pintura. También se abordaron temas como la utilización del empaque y los diversos dibujos y grabados como paisajes, animales, flores y frutas. Se utilizaron revistas para encontrar diseños, dibujos y acabados diferentes a los tradicionales. Ese aprendizaje se aplicó a las piezas utilitarias con fines de modificarlas en ornamentales (comales decorados, macetas y pantallas).
Actividades durante el período experimental
El período experimental se llevó a cabo del 17 de octubre del 2003 al 25 de julio del 2004 y se realizaron 13 experimentos. Además se capacitó a los alfareros en el acabado de sus piezas y en mezclas con un grado mayor de dificultad. Utilización del horno de alta temperatura con gas, manejo de presiones del gas a través de manómetros, tiempos e incremento de temperatura y conos indicadores de temperatura. Utilización de mirillas, uso de sensores de temperatura, determinación de fórmulas de esmalte, mapeado de temperaturas al interior del horno. Elaboración de tablas de presión-temperatura-tiempo del horno. Relación de la intensidad del brillo de manera directa con el valor de la densidad. Observación del fenómeno del agrietamiento superficial (craquelado) de las piezas vidriadas. Ensayo de horneada con distintos barros. Técnica de esmaltado y enfriamiento lento para evitar el craquelado.
Equipo e instrumentos
Se empleó un horno de alta temperatura con nueve quemadores conectados en serie, seis laterales para calentar la parte superior del horno y tres centrales para la parte inferior. Se usaron termopares y pirómetro tipo K con rango de temperatura de -250 a 1372°C, con carátula para dos lecturas simultáneas. Uno de estos termopares se colocó en la parte baja y el otro el la parte alta del interior del horno. Se empleó una balanza de precisión electrónica. Se usaron dos piezas patrón de alfarería, una elaborada con barro de la Laguna y la otra con barro de San Lorenzo, ambas poseen el brillo y el verde característico de Santa Ma. Atzompa obtenidos por el proceso tradicional, fueron seleccionadas de manera visual entre 50 piezas por 20 personas. Se usaron herramientas tradicionales. Se utilizó el esmalte EY10006 porque está totalmente libre de plomo y cumple con las especificaciones de las normas mexicanas: NOM-009-SSA1-1993, Salud ambiental. Cerámica vidriada. Métodos de prueba para la determinación de plomo y cadmio solubles, NOM-011-SSA1-1993, Salud ambiental. Límites de plomo y cadmio solubles en artículos de alfarería vidriados y NOM-010-SSA1-1993, Salud ambiental. Artículos de cerámica vidriados. Límites de plomo y cadmio solubles.
3. Resultados
Hipótesis 1: Por medio del esmalte EY10006 sin contenido de plomo, aplicado a piezas de alfarería elaboradas con determinados barros o mezclas de barros y cocidas en un horno de alta temperatura, se producen piezas con el brillo (vidriado) característico de la loza de Santa Ma. Atzompa.
En este primer experimento se seleccionaron 13 piezas del mismo tamaño, 9 elaboradas con barro de la Laguna y 4 con barro de San Lorenzo, en seguida se les aplicó el esmalte EY10006, a 7 con densidad1 = 1.6 y a otras 6 con densidad2 = 1.2. (Ver Tabla I) Posteriormente fueron introducidas al horno y sometidas a incrementos de temperatura en un tiempo aproximado de cuatro horas, conforme a la tabla tiempo-temperatura que se fue generando durante el monitoreo y registro del proceso (Ver Tabla II), sin rebasar los 1050°C, temperatura de fusión del esmalte o temperatura máxima crítica.
En las piezas que estaban barnizadas se apreciaba el color blanco del fondo muy definido, además los colores cerámicos eran firmes. Las 7 piezas barnizadas con la densidad de 1.6 brillaban bastante, pero a las 6 que se les aplico la densidad de 1.2, no se les veía tan brillantes como las otras, más bien, parecía que no se le había aplicado el esmalte.
Las piezas esmaltadas con la densidad 1.6 tenían un brillo parecido al brillo de las piezas patrón; en cambio las piezas con densidad 1.2 tenían un brillo de muy baja intensidad que hacía difícil su apreciación. En cuanto al color, las piezas adquirieron colores firmes. Sin embargo las piezas presentaban un agrietado del barniz, dando un aspecto de cuarteado fino de la superficie vidriada. Este defecto era mayor en las piezas barnizadas con la densidad 1.6 que las de densidad 1.2, en las cuales casi no se apreciaba. Este fenómeno recibe el nombre de craquelado.
En este primer experimento los artesanos se mostraron entusiasmados porque se había logrado obtener el color y el brillo de manera parecida a las piezas patrón, sin embargo el agrietamiento del acabado superficial los desanimó, ya que ese defecto baja la calidad y el precio del producto. Por esta razón todos opinaron que debían continuar los experimentos para encontrar la solución.
En el análisis del craquelado, se llegó a la conclusión de que como fenómeno físico, el barro y el esmalte forman un solo cuerpo sometido a las mismas condiciones existentes en el interior del horno pero con respuestas distintas. Así por ejemplo, los esfuerzos de deformación por temperatura ocasionan en una dirección la contracción en el barro, y en sentido contrario la elongación del esmalte, dando como resultado el agrietamiento. Este fenómeno se presenta de manera más visible cuando el horno es abierto estando aún caliente.
Algunos autores consideran que el craquelado puede interpretarse como un fenómeno de deformación que se produce por la unión de dos materiales: la arcilla y el barniz, como un esfuerzo producido por la temperatura (Kestin, 1966). Con los artesanos se determinó que el craquelado se debe a los esfuerzos de contracción del barro únicamente y para evitarlo deben anularse las fuerzas que generan las distintas velocidades de contracción. Una solución es llevar las piezas a un equilibrio térmico mediante un enfriamiento lento, de ser posible tan lento como se fue elevando la temperatura en el proceso de cocción.
Hipótesis 2: Empleando el mismo tipo de barro, el mismo tipo de esmalte pero con una capa mayor; y con una densidad intermedia de 1.4 puede encontrarse el brillo patrón, ya que el esmalte con densidad de 1.2 fija el color pero no da el brillo patrón, y el esmalte con densidad 1.6 proporciona brillo pero ocasiona craquelado.
En este segundo ensayo se seleccionaron 43 piezas de similar tamaño, 24 elaboradas con barro de la Laguna y 19 con barro de San Lorenzo, se les aplicó el esmalte EY10006 con densidad de 1.4, de acuerdo a la fórmula siguiente: 3.300 Kg. de Esmalte EY10006, 600 grs. de sílice y 3.850 litros de agua (Ver Cuadro 1). Y sometidas a incrementos de temperatura conforme al patrón de tiempo-temperatura inicial (Ver Tabla II).
Se observó que el esmalte se levanta y se enrolla en las 19 piezas hechas con el barro de San Lorenzo. 3 piezas hechas con el barro de San Lorenzo se rompieron. Estos dos fenómenos se dan porque se empleó sólo barro de San Lorenzo, sin mezclarlo con otros barros. Con el aumento del espesor de la capa de esmalte y la disminución de la densidad del esmalte, disminuye la velocidad de expansión del esmalte, se presenta mayor velocidad de contracción del barro, lo que da como resultado que el esmalte se levante como olas y en determinados puntos se enrolle.
En el análisis con el grupo de trabajo se concluyó que la velocidad de contracción del barro fue mayor que la velocidad de expansión del esmalte. Según Cademartori P. (1994:31) y Ruprecht H. (1994:11) esto se debe a que el barro utilizado tiene poca plasticidad, propiedad que se puede mejorar agregando al barro caolín o feldespatos.
Hipótesis 3. Manteniendo las condiciones constantes a una densidad de 1.4 y empleando mezclas de caolín o feldespatos al 50% se puede disminuir la velocidad de contracción del barro y encontrar las características de la pieza patrón.
Se seleccionaron piezas, elaboradas con mezclas al 50% de pasta con el barro de la Laguna y con barro de San Lorenzo (Ver Cuadro 2); se les aplicó el esmalte EY10006 con densidad de 1.4, posteriormente fueron introducidas al horno y sometidas a incrementos de temperatura conforme a la tabla tiempo-temperatura que se generó en el primer ensayo (Ver Tabla II).
Ninguna pieza se rompió, lo que explica que las mezclas empleadas mejoran la consistencia. Después de la segunda cocción el esmalte ya no se enrolló, sin embargo las piezas quedaron demasiado blancas debido a que el esmalte sigue estando denso.
Hipótesis 4. En las piezas hechas con diferentes mezclas de barro (Ver Cuadro 3), arcilla plástica, feldespato y sílice se reduce el craquelado.
Según Cademartori (1994:65) y Ruprecht (1994:28) el producto puede mejorar si se agrega un porcentaje mínimo de sílice al esmalte o a las mezclas de barros. Este experimento se llevó a cabo con el mismo tipo de esmalte y a la misma densidad y con las mismas condiciones de temperatura. Con la finalidad de evitar el problema de craquelado, las piezas se hicieron con las siguientes mezclas:
Mezcla 1: 1.7 Kg. de barro de San Lorenzo, 10% feldespato y 5% de sílice
Mezcla 2: 1.7 Kg. de barro de San Lorenzo, 5% feldespato y 10% de arcilla plástica.
Mezcla 3: 1.6 Kg. de barro de la Laguna, 5% de sílice y 10% de arcilla plástica.
Mezcla 4: 1.6 Kg. de barro de la Laguna y 20% de arcilla plástica.
Mezcla 5: 1.6 Kg. de barro de la Laguna, 10% de feldespato y 5% de sílice.
Mezcla 6: 1.6 Kg de barro de la laguna y 15% de feldespato
Las 4 piezas hechas con la mezcla 1 presentan un craquelado casi inapreciable, en una de las piezas no se aprecia fácilmente.
Las 4 piezas hechas con la mezcla 2, están ligeramente craqueladas, sobre todo en las partes donde la capa de esmalte es más gruesa.
Las 2 piezas hechas con la mezcla 3, presentan un craquelado mínimo, casi no se percibe.
Las 2 piezas hechas con la mezcla 4, son las que presentan una mejor apariencia. El esmalte tiene un brillo singular y el craquelado no se aprecia.
En las 5 piezas hechas con la mezcla 5, el craquelado es muy notorio. Esta mezcla no es nada recomendable.
Las 3 piezas hechas con la mezcla 6, están muy craqueladas por lo que no es recomendable.
La mezcla más recomendable para evitar el craquelado es la número 4.
La calidad de las piezas ha mejorado bastante respecto a los experimentos anteriores, debido al uso de mezclas; sin embargo el sílice eleva los costos de producción.
Hipótesis 5. Las mezclas de barros de la región pueden sustituir las mezclas a base de sílice.
Debido a que los barros de la región contienen un porcentaje de silicatos, es posible obtener mezclas que puedan reducir el craquelado y abaratar costos, pues el sílice representa un costo de producción muy alto para los artesanos.
El experimento se realizó con el mismo tipo de esmalte y a la misma densidad y con las mismas condiciones de temperatura. Para resolver el problema de craquelado, las piezas se hicieron con barro de la laguna, mezclado con barro de Donají en sustitución de sílice (Ver Cuadro 4).
Las piezas hechas con barro de Donají sin mezcla se rompieron, sólo 3 piezas quedaron intactas: 2 tazones y 1 plato.
Como las piezas a las que se les agrego algún porcentaje de barro de la Laguna, no se rompieron, se comentó que la arenilla es la que da mayor consistencia a las piezas y evita que se rompan. No es conveniente moler el barro de la comunidad, ya que quedaría tan suave como el de Donají y así las piezas se rompen. Otra opinión sobre porqué se rompen las piezas se concretó en que están mal colocadas y el tiempo de cocción es muy rápido, debe ser más lento.
Hipótesis 6. Modificando las mezclas de barros, la curva de temperatura y aplicando un esmalte con menor densidad se logra el brillo y el color verde de la pieza patrón.
La mezcla óptima para solucionar el problema de craquelado 67% de barro de golpear y 33% de barro de la Laguna o 33% de barro de San Lorenzo (Ver Cuadro 5). Con esta mezcla las piezas adquieren un color verde similar a las piezas patrón, seleccionadas al principio de los experimentos, el craquelado se percibe muy ligeramente, y los artesanos están satisfechos porque ya sus productos contienen sólo 20% de plomo, diferente al esmalte que deja un 100% de plomo.

La mezcla de esmalte para obtener el verde característico de Santa Ma. Atzompa es la siguiente: 1Kgr. De esmalte MC03A ó del MC097, 60gr. de oxido de hierro rojo, 40gr. cobre y un litro de agua por c/kilo de esmalte. O lo que proporcionalmente es lo mismo: 100% De esmalte MC03A ó del MC097, 6% de oxido de hierro rojo, 4% cobre y un litro de agua por c/kilo de esmalte. Con una densidad de 1.3.
La curva de temperatura se inició a las 11:30 con una presión de .05 kg/cm2 que fue incrementándole cada 20 minutos hasta llegar a .25 kg/cm2 y se dejó que alcanzara la temperatura adecuada sin incrementar la presión lo cual se logró a las 13:50 y después de esta hora se inició el decremento de presión cada 5 minutos hasta apagarlo a las 14:30, el horno se dejó enfriar hasta el siguiente día a las 13:00 h (Ver Cuadro 6).
4. Conclusiones
Como el conocimiento fue obtenido con los alfareros, en sus propias instalaciones y con el mínimo instrumental instalado en sus talleres artesanales, los resultados se fueron ajustando también a sus capacidades y necesidades, de tal manera que, aunque hay otros esmaltes sin plomo, eligieron el esmalte más barato y con un mínimo contenido de plomo.
El esmalte verde, si bien, tiene poco contenido de plomo, convence principalmente a los artesanos, ya que tiene la tonalidad y brillo similar al de los productos de Santa Ma. Atzompa. Ellos encontraban tantos inconvenientes en el uso de los esmaltes sin plomo, que al inicio tenían muchos recelos y eran incrédulos de los resultados, esta actitud era motivada por los costos de las arcillas, sílice, y del costo del combustible para las altas temperaturas y largo tiempo de las quemas.
Al finalizar los experimentos, se observó que los artesanos están más dispuestos al cambio, ahora se sienten más seguros de sí mismos, muestran un gran compromiso, se arriesgan más y esto se reflejó en la disposición que tuvieron en cada experimento y en la adopción inmediata de los resultados.
Como las mezclas de barro óptimas que se encontraron con los experimentos son las que ellos conocen y han manejado toda la vida, sienten que con el nuevo proceso disminuye los costos de producción y además se obtienen productos de mayor calidad. Los precios por los productos nuevos se incrementaron y con ello su ingreso y su bienestar.
De hecho la innovación de productos y procesos en esta alfarería requiere que los artesanos continúen con el proceso experimental y deriven de la experiencia los resultados exitosos, que prueben con otras mezclas de barros y materiales industrializados, que utilicen herramientas diferentes como tornos, que mejoren los dibujos, que se preocupen por mayor control de calidad, de manera que sus productos sean más competitivos manteniendo sus diseños y figuras tradicionales.
Entonces el aprendizaje dirigido bajo las premisas utilizadas en este trabajo, es útil para organizar y manejar eficientemente el proceso de desarrollo de productos, en alfarería, manteniendo las características tradicionales y utilizando esmaltes sin plomo.
A partir de estos resultados el grupo técnico podrá caracterizar las piezas a nivel laboratorio, sometiéndolas a pruebas de porosidad, medición de las grietas de craquelado, intensidad del color y brillo del esmalte y de los colores.
Bibliografía citada
1. Box, G., Hunter,W. y Hunter, S. (1993). Estadística para investigadores, introducción al diseño de experimentos, análisis de datos y construcción de modelos, España, Reverté 2-10. [ Links ]
2. Calantone Roger J., S. Tamer Cavusgil, Jeffrey B. Schmidt, and Geon-Cheol Shin (2004a). Internationalization and the Dynamics of Product AdaptationAn Empirical Investigation Journal of Product Innovation Management; 21:185198. [ Links ]
3. Calantone Roger J., S. Tamer Cavusgil, Yushan Zhao (2004b). Learning orientation, firm innovation capability, and firm performance Industrial Marketing Management 31, 515 524. [ Links ]
4. Cademartori, P. (1994). Curso completo de cerámica, España: Ed De Vecchi, S.A. Pp 29-33. [ Links ]
5. Collaine Anne, Philippe Lutz and Jean Jacques Lesage (2002). A method for assessing the impact of product development on the company: International Journal of Production Research, 40, 14, 3311-3336. [ Links ]
6. Filippini Roberto, Luigi Salmaso, and Paolo Tessarolo (2004). Product Development Time Performance: Investigating the Effect of Interactions between Drivers. Journal of Product Innovation Management; 21:199214. [ Links ]
7. Heredia, Felipe R. Reyes, Bernard Herrera González y Francisco García Figueroa (1999). La artesanía de barro en la región de Texcoco: perspectivas de exportación a estados unidos Economía y administración agropecuaria, 01,10, 2004, en línea. [ Links ]
8. Hernández Girón José de la Paz, María L. Domínguez H. y Julio César Jiménez C. (2004). Participatory methodologies and product development process: Experience of Mixtec craftswomen, Mexico Development and Practice, 14, 3, 396-406. [ Links ]
9. Jiménez, M. (1982). Huáncito la alfarería en una comunidad purépecha México: UAM Azcapotzalco, Pp 11-79. [ Links ]
10. Kestin, J. (1966). A course in Thermodynamics. USA, Editorial Blaisdell Publishing Company Pp 354-355. [ Links ]
11. Langerak Fred, Erik Jan Hultink, and Henry S. J. Robben (2004). The Impact of Market Orientation, Product Advantage, and Launch Proficiency on New Product Performance and Organizational Performance Journal of Product Innovation Management, 21, 7994. [ Links ]
12. Miranda González Francisco Javier y Tomás Manuel Bañegil Palacios (2002). The effect of new product development techniques on new product success in Spanish firms Industrial Marketing Management, 31, 261 271. [ Links ]
13. Nijssen Edwin J. and Ruud T. Frambach (2000). Determinants of the Adoption of New Product Development Tools by Industrial Firms Industrial Marketing Management, 29, 121131. [ Links ]
14. Ramos, D. E. y Tuñón, E. (2001). De vasijas de uso a lámparas de ornato -Cambios en la alfarería y en la vida de las mujeres de Amatenango del valle, Chiapas-. México: GIMTRAP, Pp 416-441. [ Links ]
15. Ruprecht, H. (1994). Cerámica imaginativa Barcelona, España, Ed Ceac, S. A. Pp 10-13. [ Links ]
16. Steven C. Michael and Tracy Pun Palandjian (2004). Organizational Learning and New Product Introductions. Journal of Product Innovation Management; 21:268276. [ Links ]
17. Turok, M. (1988). Cómo Acercarse a la Artesanía, 1ª.edición. México, Plaza y Valdés Pp 9-113. [ Links ]
