











 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink
I. INTRODUCCIÓN
En la actualidad, el crecimiento de las grandes industrias enfrenta una intensa competencia a nivel global, ya que muchas empresas buscan mejorar su productividad, esto las obliga a implementar nuevas técnicas productivas que les permitan mantenerse competitivas en el mercado. Para lograrlo, es fundamental que las empresas fomenten procesos óptimos, lo cual les ayude a producir bienes de calidad que satisfagan las necesidades de los clientes, minimizando la inversión y reduciendo los tiempos de entrega.
La gestión de procesos, siendo un componente clave de la estrategia de calidad total, actúa como una herramienta fundamental para visualizar, analizar y optimizar los flujos de trabajo, así también la productividad en las organizaciones constituyen un aspecto de gran importancia, a nivel nacional, las compañías que desean mantenerse en el mercado y buscar oportunidades de crecimiento deben considerar alternativas efectivas para mejorar continuamente, enfocándose en lograr mayores niveles de satisfacción del cliente y cumpliendo con las normativas vigentes, tanto nacionales como internacionales, como es el caso de la norma ISO 9001:2008, que se aplica cuando una organización busca demostrar su capacidad para proporcionar de manera consistente productos que cumplan con los requisitos del cliente y las regulaciones aplicables. Además, esta norma tiene como objetivo incrementar la satisfacción del cliente mediante la aplicación efectiva del sistema de gestión, incluyendo procesos orientados a la mejora continua y al aseguramiento de la conformidad con los requisitos establecidos.
En Ecuador muchas empresas no cuentan con procedimientos estandarizados y sistemas de registro detallado de tiempos lo que impide establecer expectativas claras y medir el rendimiento de manera efectiva, esta deficiencia en la información estructurada también impide la adaptación de mejoras basadas en datos concretos, por lo que la falta de un enfoque sistemático para manejar tiempos muertos y retrasos, afecta la productividad operativa general de las empresas.
Por tal motivo la ingeniería de métodos es de gran importancia dentro de las industrias y las empresas se preocupan por mantener un avance inquebrantable y acorde con las exigencias que el mercado muestra, de la misma forma buscan efectuar metodologías que consientan acrecentar su producción a fin de perfeccionar los métodos de elaboración en la cadena de producción 1. El estudio de tiempos y movimientos es una de las herramientas más utilizadas en la ingeniería de métodos y ha sido perfeccionada desde la década de 1920. Hoy en día, se considera un recurso esencial para el funcionamiento eficiente de las empresas e industrias 2. Además, se emplea para registrar los tiempos y ritmos de trabajo de una tarea específica realizada bajo condiciones determinadas, con el propósito de determinar el tiempo necesario para completar la tarea según un estándar de ejecución 3.
Esta investigación plantea explorar 4 sesiones. En la primera sesión se parte de un diagnóstico de la situación actual del proceso de devoluciones en Importadora Alvarado. Para la segunda sesión se desarrolló un estudio detallado de los tiempos involucrados en cada etapa del proceso de devoluciones. Y finalmente en la sesión tres, se procedió a diseñar una propuesta para mejorar la productividad en el área de devoluciones basadas en los resultados del estudio de tiempos.
II. DESARROLLO
A. Ingeniería de métodos
Es una disciplina fundamental dentro de la ingeniería industrial que tiene como objetivo mejorar la productividad de una organización sin necesidad de aumentar sus recursos. Esta técnica se basa en un estudio sistemático y crítico de los métodos de trabajo, operaciones y procedimientos existentes, con el fin de proponer mejoras que permitan hacer más eficientes los procesos 4. La ingeniería de métodos integra al ser humano dentro del proceso de producción en cualquier organización. Es la base para el diseño de unidades operacionales eficientes y para la obtención de datos que serán utilizados posteriormente en modelos de optimización en el manejo de recursos 5.
Esta investigación busca analizar cómo la implementación de la Ingeniería de métodos puede impactar positivamente en la productividad de una empresa, logrando incrementar la eficiencia operativa o reducir el consumo de recursos para alcanzar los mismos resultados. Para ello, se aplicaron técnicas de observación directa, análisis de tiempos y movimientos, y la estandarización de procesos, con el fin de identificar cuellos de botella, duplicidad de tareas o actividades que no añaden valor a la cadena productiva. El estudio abarcó varias fases, comenzando por la recopilación de datos sobre las operaciones actuales, seguido de un análisis crítico para determinar áreas de mejora. Posteriormente, se diseñaron y probaron nuevas metodologías de trabajo optimizadas. Finalmente, se evaluaron los resultados obtenidos en términos de reducción de costos, tiempo de producción y mejora de la calidad, comparándolos antes y después de la intervención.
Este enfoque no solo permitió mejorar los indicadores de productividad, sino también promover una cultura organizacional de mejora continua, en la que la revisión constante de los métodos de trabajo sea clave para la sostenibilidad y competitividad a largo plazo de la empresa, para lograrlo fue importante ejecutar un examen sistemático de los métodos empleados para realizar las actividades y tareas, con la finalidad de mejorar y utilizar de forma eficaz los recursos disponibles, a la vez que se estableció y cumplió normas y rendimientos con las actividades que se están realizando 6.
El estudio o análisis de métodos, por lo tanto, no solo optimizo los procesos, sino también garantizo que los procedimientos de trabajo sean seguros y eficientes, lo que es fundamental para la producción de artículos o productos de alta calidad. Este sistema, al integrar el desarrollo de procedimientos de trabajo optimizados, permitió alcanzar una mayor eficiencia operativa sin comprometer la calidad, promoviendo al mismo tiempo la seguridad laboral y el cumplimiento de estándares productivos 7.
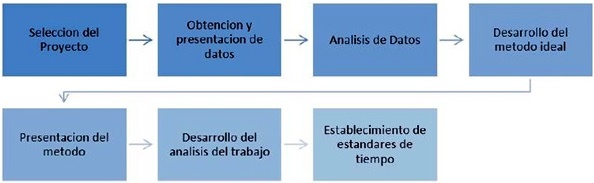
En la Figura 1 se muestran las fases del estudio del método y medición del trabajo:
B. Diagrama de flujo
Los diagramas de Flujo permitieron comprender con rapidez las tareas asignadas a cada miembro, lo que agiliza la detección de posibles cuellos de botella o ineficiencias. Además, elaborar un diagrama de flujo al inicio de un proyecto o durante la optimización de un proceso proporciona una visión global que mejora la toma de decisiones y la coordinación entre áreas, permiten representar gráficamente las operaciones y estructuras que se van a realizar, por medio de representaciones, (empleando símbolos), de los pasos de un proceso, este puede ser un producto, un servicio, o una combinación de ambos, permitiendo describir la secuencia cronológica de los distintos pasos o etapas y su interacción 6. Los diagramas de flujos emplean diferentes tipos de símbolos que representan el inicio, el fin, la operación, el documento, la decisión y la conexión de las fases de un proceso, ya sea en horizontal o en vertical. Estos diagramas permiten destacar a personas, unidades y organismos que son parte activa de un determinado procedimiento o rutina. Por lo general los diagramas de Flujo Horizontal son utilizados para visualizar y comprender las actividades y responsabilidades asignadas a cada uno de los miembros que forman parte de ciertos procedimientos. Sin embargo, cuando se busca mejorar un proceso, uno de los primeros pasos, es por lo general elaborar un diagrama de flujo del proceso. Este tipo de diagramas suministra la comprensión del proceso, reconocer rápidamente oportunidades para mejorar, facilita el establecimiento de límites con otros procesos e identifica las personas que afecta el proceso 7.
C. Cursograma sinóptico de proceso
Este diagrama representa las principales operaciones e inspecciones de un proceso. Con este diagrama se puede tener una aproximación al método de trabajo, además se consigue registrar rápidamente la totalidad de un proceso antes de realizar el estudio detallado. Este diagrama representa las principales operaciones e inspecciones de un proceso. También permite realizar una primera aproximación al método de trabajo, permitiendo registrar rápidamente y de manera superficial la totalidad del proceso antes del estudio detallado, registrando cómo se suceden las principales operaciones e inspecciones, pero sin tener en cuenta dónde, ni quién las realiza 8.
D. Cursograma analítico de procesos
Representa todas las acciones (Operaciones, Transporte, Inspección, Espera y Almacenaje), que se desarrollan dentro del lugar de trabajo, con ello mostrando la trayectoria de un producto o un servicio, de igual forma dicho diagrama incluye los tiempos requeridos para completar cada acción y la distancia recorrida de estas. El cursograma analítico consiste en un nivel superior de detalle en comparación al cursograma sinóptico, ya que se puede registrar mayor cantidad de información que posteriormente puede ser empleada para aplicar mejoras al proceso, a la vez indica las diversas actividades a que da lugar un trabajo o un producto en la fábrica o departamento. Anotando todas ellas por medio de símbolos apropiados 8.
E. Medición del Trabajo
Es el proceso en donde se crean normas de trabajo basados en la opinión de los observadores. Frecuentemente son empleados métodos informales para el establecimiento de normas de trabajo. Los analistas de métodos y medición del trabajo deben elegir un procedimiento operativo que minimice el costo total de la operación. Debe existir un balance económico entre los tiempos de espera y la capacidad de servicio 9.
F. Estudio de Tiempos
Es una actividad técnica empleada para establecer un modelo de tiempos y con ello generar un estándar para la realización de una tarea específica, dependiendo del proceso necesario para elaborar un producto. El estudio de tiempos y movimientos constituye una herramienta clave en la optimización de la gestión productiva empresarial, ya que permite registrar y analizar de manera crítica los métodos empleados para realizar las actividades. Su objetivo principal es identificar oportunidades de mejora que simplifiquen las tareas y establezcan formas más eficientes de ejecutarlas, a través de este análisis, se determina el tiempo que un trabajador calificado invierte en completar una tarea bajo una norma de ejecución preestablecida, permitiendo reducir los tiempos improductivos, aumentar la productividad y optimizar la capacidad de producción de la empresa. 10.
G. Gestión por procesos
Su adopción ha ganado relevancia en las organizaciones debido a su papel fundamental en la mejora continua y el desarrollo competitivo. Lo que antes era una práctica informal, hoy en día se integra como parte esencial de las operaciones empresariales. Se caracteriza por un sistema interrelacionado de procesos que contribuye a incrementar la satisfacción del cliente, ya que elimina las barreras entre diferentes áreas funcionales y unifica sus enfoques hacia las metas principales de la organización, permitiendo la apropiada gestión de las interfaces entre las distintas áreas de una empresa 11.
III. METODOLOGÍA
A. Enfoque de Investigación
En este estudio, se empleó un enfoque de métodos mixtos para abordar de manera integral el análisis de la gestión productiva. El componente cualitativo permitió recabar información clave sobre la disposición de las máquinas, las metodologías de trabajo, y la percepción del personal involucrado en el proceso. Estos datos fueron esenciales para entender el entorno operativo y las interacciones del personal en el sistema productivo. Por su parte, el componente cuantitativo proporcionó datos específicos sobre los tiempos de ciclo de los procesos, aportando una base numérica para el diagnóstico de eficiencia y la formulación de propuestas de mejora. Esta combinación de enfoques permitió obtener una visión más completa del fenómeno estudiado, facilitando el diseño de intervenciones más precisas y fundamentadas. Es importante mencionar que la investigación basada en métodos mixtos permite recopilar e integrar datos cuantitativos y cualitativos 12.
Durante el trabajo de campo, se observó directamente el desarrollo de las actividades productivas, permitiendo identificar ineficiencias en los métodos de trabajo y áreas críticas para la mejora. El análisis cuantitativo se centró en el estudio de tiempos de ciclo, mientras que el cualitativo aportó información sobre la disposición de las máquinas y las percepciones del personal sobre los procedimientos actuales. Con base en estos hallazgos, se formularon propuestas de mejora que pueden ser extrapoladas a otras organizaciones del mismo sector, contribuyendo al aumento de la eficiencia y competitividad.
Este trabajo destaca la importancia de la integración de diferentes enfoques metodológicos para obtener una visión más profunda de los procesos organizacionales y propone soluciones prácticas basadas en evidencia para mejorar la eficiencia operativa.
IV. RESULTADOS
A. Visita y observación del proceso productivo de la empresa Importadora Alvarado
Se realizó un análisis exhaustivo del proceso productivo en el área de devoluciones de la organización, identificando los procesos y subprocesos clave, este análisis permitió una comprensión detallada de las dinámicas operativas, lo cual fue fundamental para el diagnóstico de las ineficiencias presentes. Los hallazgos obtenidos proporcionan la base para las recomendaciones de mejora planteadas en las siguientes secciones.
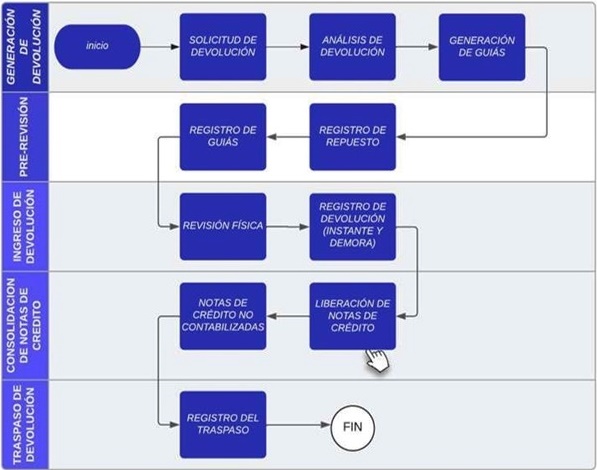
El proceso está diseñado para asegurar que cada devolución se maneje de manera eficiente y ordenada, desde la solicitud inicial hasta la compensación final al cliente. Cada etapa se enfoca en garantizar la trazabilidad, la revisión detallada y la adecuada gestión financiera de las devoluciones. Sin embargo, parece que el proceso involucra varios pasos que podrían generar retrasos si no se gestionan correctamente, especialmente en la revisión física y la liberación de notas de crédito.
El análisis del área de devoluciones de Importadora Alvarado Cía. Ltda. muestra que, aunque se dispone de los recursos necesarios, hay oportunidades para mejorar la productividad. La gestión de información y la capacitación del personal son claves para optimizar el desempeño. La falta de estándares de tiempos actualizados y una distribución ineficiente de la planta afectan el flujo de devoluciones, agravado por problemas como ventas mal gestionadas y fallos de fábrica. Se recomienda un estudio de tiempos y métodos para identificar mejoras, ajustar la capacidad operativa y reducir los retrasos, aumentando así la eficiencia y productividad.
El proceso de selección de las familias de repuestos para el desarrollo del estudio de tiempos en la empresa Importadora Alvarado Cía. Ltda. se basa en dos criterios principales:
Se analiza el historial de devoluciones del año 2023 (Tabla 1) para identificar los motivos más frecuentes de las devoluciones, este análisis permitió comprender las razones principales por las que los clientes han devuelto los repuestos.
Tabla 1 Historial de devoluciones según el motivo.
| Nº | MOTIVO | CANTIDAD |
|---|---|---|
| 1 | VENTA MAL PEDIDO | 8611 |
| 2 | MALTRATO DE MERCADERIA | 5401 |
| 3 | FALLA DE FÁBRICA | 4140 |
| 4 | CAMBIO DE FACTURA | 3203 |
| 5 | RETIRO DE MERCADERIA | 1514 |
| 6 | ARTICULO MAL ESPECIFICADO | 1253 |
| 7 | INCONFORMIDAD MENOR | 953 |
| 8 | DEMORA DE ENTREGA | 768 |
| 9 | ERROR DE WEB FOTOGRAFIA | 666 |
| 10 | ERROR DE DESPACHO | 600 |
| 11 | MAL DESPACHO DE PROVEEDOR | 389 |
| 12 | DEMORA PACKING Y PICKING | 212 |
| 13 | ENVIO INCOMPLETO | 126 |
| 14 | PERDIDA DE MERCADERIA | 121 |
| 15 | VARIACION DE PRECIO | 59 |
| 16 | ETIQUETA EMPAQUE CAMBIADA | 47 |
| 17 | ANULACION DE PEDIDO | 45 |
| 18 | ERROR DE ENTREGA | 22 |
| 19 | DESCUENTO ESPECIAL | 4 |
| 20 | EMPAQUE DETERIORADO | 3 |
| 21 | ERROR DE WEB | 2 |
Una vez identificados los motivos más frecuentes de las devoluciones, se realizó un análisis ABC para cada motivo específico, que ayudó a determinar las familias de repuestos que integran cada uno de los motivos de devolución, permitiendo así una comprensión más detallada y específica (Fig. 3).
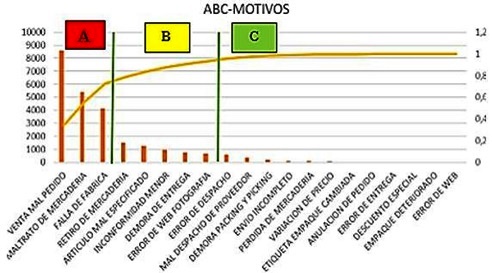
En la categoría A, los motivos principales de devolución son venta mal pedida, maltrato de mercadería y falla de fábrica, representando el 72,79% de las devoluciones. La categoría B incluye motivos de importancia media, sumando un 20,67%, y la categoría C cubre el 6,54% restante. Se seleccionaron los motivos de la categoría A para un análisis detallado ABC, enfocado en identificar los productos más frecuentemente devueltos, con el fin de realizar un estudio de tiempos específico para cada tipo de repuesto.
Para abordar los problemas de pérdida de tiempos, se elaboró un cursograma analítico general de los subprocesos involucrados (Tabla 2). Este cursograma, ayuda a identificar áreas para optimizar el proceso de devoluciones.
Tabla 2 Cursograma analítico para gestión de devolución por venta mal pedido.
| Identificación de Actividades | Distancia (m) | Tiempos método actual (seg) | Símbolo | Obs. | |||||
|---|---|---|---|---|---|---|---|---|---|
| N° | Descripción |

|

|

|

|

|
|||
| 1 | Generación de archivo | - | 47.23 | ● | |||||
| 2 | Revisión de fechas | - | 258.3 | ● | |||||
| 3 | Filtración | - | 128.45 | ● | |||||
| 4 | Ingreso a pestaña web urbano | - | 4.2 | ● | |||||
| 5 | Verificación de existencia | - | 20.1 | ● | |||||
| 6 | Generación y envió de guía electrónica | - | 73.1 | ● | |||||
| 7 | Ingreso de datos en la página web de urbano | - | 147.3 | ● | |||||
| 8 | Ingreso y verificación del cliente | - | 24.3 | ● | |||||
| 9 | Creación del cliente | - | 90.14 | ● | |||||
| 10 | Validación de datos | - | 13.6 | ● | |||||
| 11 | Detalle de la información de envió | - | 22.14 | ● | |||||
| 12 | Generación y envió de guía electrónica | - | 323.15 | ● | |||||
| 13 | Filtración por placas | - | 30.2 | ● | |||||
| 14 | Impresión de informe de devolución | - | 10.3 | ● | |||||
| 15 | Adjunto de la guía | - | 102.3 | ● | |||||
| 16 | Recepción de repuestos | 6 | 29.5 | ● | |||||
| 17 | Revisión de guía y repuesto | - | 49.5 | ● | |||||
| 18 | Registro de detalle | - | 38.17 | ● | |||||
| 19 | Registro de guía | - | 241.22 | ● | |||||
| 20 | Impresión de informe | - | 180.15 | ● | |||||
| 21 | Entrega de guía | 5 | 19.56 | ● | |||||
| 22 | Traslado de repuesto a la mesa de | 6 | 29.35 | ● | |||||
| 23 | Verificación de número de guías | - | 34.58 | ● | |||||
| 24 | Valoración | - | 130.2 | ● | |||||
| 25 | Rectificación del motivo | - | 10.35 | ● | |||||
| 26 | Traslado de los repuestos a los RACK de repuestos para bodega | 4 | 11.35 | ● | |||||
| 27 | Ingreso al módulo de logística | - | 39.45 | ● | |||||
| 28 | Ingreso al módulo de transito | - | 9.05 | ● | |||||
| 29 | Ingreso al módulo de recepción | - | 49.27 | ● | |||||
| 30 | Ingreso al módulo de ventas (pre generación de notas de crédito) | - | 48.71 | ● | |||||
| 31 | Ingreso al GP | - | 22.45 | ● | |||||
| 32 | Módulo de transacciones (ventas) | - | 73.12 | ● | |||||
| 33 | Liberación | - | 244.2 | ● | |||||
| 34 | Envió (clientes) | - | 35.11 | ● | |||||
| 35 | Ingreso al GP | - | 23.25 | ● | |||||
| 36 | Módulo transacciones (ventas) | - | 75.56 | ● | |||||
| 37 | Contabilización analítica | - | 339.6 | ● | |||||
| 38 | Envió (cliente) | - | 33.32 | ● | |||||
| 39 | Ingreso a SIAV | - | 30.61 | ● | |||||
| 40 | Descarga | - | 8.12 | ● | |||||
| 41 | Filtración (bodega-logística) | - | 80.01 | ● | |||||
| 42 | Impresión y entrega de listado | - | 35.37 | ● | |||||
| TOTAL | 3215.94 | 28 | 4 | 5 | 3 | 2 | |||
El cursograma muestra la identificación de 42 actividades en un proceso, detallando sus distancias, tiempos actuales en segundos, y símbolos asociados para representar acciones como operaciones, transporte, inspección, demoras, y almacenamiento. La tabla indica que las actividades con mayor tiempo son la generación de guías electrónicas y la revisión de fechas, con varios movimientos y verificaciones a lo largo del proceso. Se observan tiempos significativos en actividades como la entrega de guías y la liberación de transacciones, lo que sugiere áreas potenciales para optimización. En total, el proceso consume 3215,94 segundos, destacando oportunidades para reducir tiempos y mejorar la eficiencia.
B. Estudio de tiempos del proceso productivo
Se llevó a cabo un análisis de tiempos en el proceso productivo con el fin de medir la duración de las actividades clave y detectar oportunidades de mejora. Este análisis permitió identificar ineficiencias en la ejecución de ciertas tareas, proporcionando información crítica para la optimización del flujo de trabajo y la reducción de tiempos improductivos. Los resultados obtenidos sirven como base para proponer ajustes en los métodos operativos, orientados a mejorar la productividad del área estudiada.
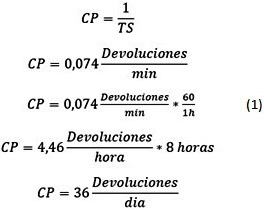
Calculados los tiempos estándar Ts para la gestión de devolución por los motivos de venta mal pedido, maltrato de mercadería y error de fábrica. Incluyendo el top 5 de artículos más frecuentemente devueltos en cada categoría, con una jornada laboral de 8 horas, se aplicó la ecuación (1) para calcular la capacidad de gestión de devolución.
A continuación, se presenta la Tabla 3, donde se resume la capacidad actual para la gestión de devoluciones por los siguientes motivos: venta mal pedida, maltrato de mercadería y error de fábrica. La tabla también incluye el top 5 de artículos más frecuentemente devueltos en cada categoría.
Tabla 3 Resumen de la capacidad de producción por motivos.
| CÁLCULO DE CAPACIDAD ACTUAL DE PRODUCCIÓN | ||||
|---|---|---|---|---|
| Venta mal pedida | ||||
| SILVIN | FARO POSTERIOR | BUJES BARRA LEVAS | GUARDACHOQUE DEL | ZAPATILLA ANILLO |
| 36 | 39 | 48 | 38 | 47 |
| Maltrato de mercadería | ||||
| GUARDACHOQUE DEL | MASCARILLA | GUARDAFANGO DEL | GUARDACHOQUE DEL | CAPOT |
| 36 | 38 | 37 | 37 | 35 |
| Error de fábrica | ||||
| PROPULSOR VALVULA | BOMBA ACEITE | DISCO FRENO | MOTOR ARRANQUE | BOMBA FRENO |
| 22 | 21 | 22 | 18 | 21 |
C. Propuesta para mejorar la productividad en el área de devoluciones basadas en los resultados del estudio de tiempos.
Actualmente, todos los repuestos que llegan al área de devoluciones de la Importadora Alvarado son depositados en la entrada principal, lo que genera desorden y afecta negativamente la productividad. Este desorden no solo crea un entorno caótico, sino que también alarga los tiempos de procesamiento de los repuestos y disminuye la productividad del equipo encargado de su manejo.
Para ello se propone una nueva zona para los repuestos que estén por revisar, con el fin de eliminar el desorden, mejorar la organización y reducir los tiempos de procesamiento, aumentando así la productividad, el espacio estará organizado con estanterías y áreas designadas para diferentes tipos de repuestos los beneficios se explican en la siguiente tabla:
Tabla 4 Beneficios en términos de Productividad.
| Aspecto | Beneficio | Impacto en la Productividad |
|---|---|---|
| Mejora en el flujo de trabajo | Gestión más rápida y precisa de devoluciones. | Disminución de tiempo para el proceso de pre-revision y revision de guías. |
| Optimización del espacio | Organización adecuada del espacio de trabajo. | Mejor gestión de almacenamiento para los repuestos devueltos. |
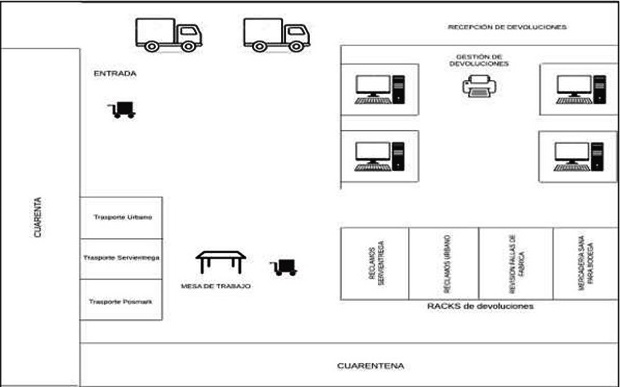
Al establecer una zona organizada, se crean flujos de trabajo más claros y definidos. Esto permite que los colaboradores sepan exactamente dónde encontrar los productos, minimizando así el tiempo dedicado a buscar y manejar las devoluciones. En la Figura 3 se presenta el diseño propuesto para la zona destinada a la recepción, gestión y revisión de repuestos en un área de devoluciones. El layout se organiza en distintas áreas funcionales, comenzando con la entrada, donde se ubican vehículos de transporte (urbano, Servientrega) que descargan los productos en la zona de trabajo. En el centro del espacio se encuentra una mesa de trabajo y un área de tránsito para carros de transporte, facilitando el manejo y la inspección de los productos recibidos. Al lado derecho, se localiza la gestión de devoluciones, equipada con computadoras para el registro y procesamiento de los artículos devueltos.
Los repuestos se almacenan en racks de devoluciones, organizados por categorías como "Reclamos Servientrega", "Reclamos Urbano", "Revisión Finales de Repuestos" y "Mercadería Sana para Bodega", lo que facilita el seguimiento y la correcta disposición de los artículos.
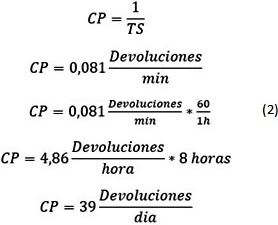
Para la capacidad de producción propuesta con el nuevo tiempo estándar propuesto (TS mejorado) para la gestión de devoluciones por motivos de venta mal pedida, maltrato de mercadería y error de fábrica, y considerando los cinco artículos más frecuentemente devueltos en cada categoría, se utilizará la siguiente ecuación (2) para calcular la capacidad de producción de la empresa, basándose en una jornada laboral de 8 horas.
La capacidad de producción, esta categorizada por tres principales motivos: venta mal pedida, maltrato de mercadería, y error de fábrica. En el primer grupo, correspondiente a ventas mal gestionadas, se destacan productos como, bujes/barra de levas con una capacidad de 54 unidades y la zapatilla anillo con 53 unidades. En cuanto al maltrato de mercadería, productos como el guardachoque y la mascarilla tienen capacidades de 40 y 42 unidades, respectivamente. Por último, en la categoría de error de fábrica, se encuentran componentes como el disco de freno y el propulsor válvula, ambos con 24 unidades, lo que sugiere áreas específicas donde es necesario mejorar la gestión para evitar devoluciones y mejorar la eficiencia de la producción.
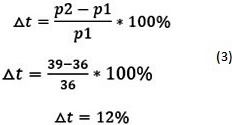
Esto implica una revisión detallada de los procesos de producción para minimizar errores y asegurar que los productos cumplan con los estándares de calidad antes de su distribución. Para calcular el aumento en la productividad reflejado en porcentaje, se utilizará la siguiente ecuación (3) basada en las capacidades de producción diarias calculadas anteriormente y expresadas en unidades:
El incremento de productividad se clasifico en tres categorías: venta mal pedida, maltrato de mercadería, y error de fábrica. Los mayores incrementos se observan en la categoría de venta mal pedida, donde productos como la zapatilla anillo (13%) y los bujes barra levas (12%) muestran las mejoras más significativas. En la categoría de maltrato de mercadería, el guardachoque delantero y el guardafango destacan con un incremento del 10%. Por otro lado, en la sección de error de fábrica, el propulsor válvula y la bomba de aceite presentan un aumento del 7%, mientras que el disco de freno y el motor de arranque registran los menores incrementos, con un 6%. Estos datos reflejan el impacto positivo de las acciones correctivas implementadas para mejorar la eficiencia en diversas áreas productivas.
CONCLUSIONES
El análisis exhaustivo de los procesos de devoluciones permitió identificar ineficiencias significativas, como tiempos improductivos y retrasos en el manejo de artículos devueltos. Esto subraya la importancia de realizar un diagnóstico detallado para comprender las dinámicas operativas y establecer un punto de partida para la mejora continua.
A través de la aplicación de metodologías como el método de regreso a cero y el desarrollo de diagramas de flujo, se lograron implementar mejoras que incluyeron la eliminación y combinación de actividades innecesarias. Estas acciones resultaron en una reducción de los tiempos estándar y un aumento en la productividad, evidenciando que la optimización de procesos puede tener un impacto directo en la eficiencia operativa.
La investigación destacó que la capacitación del personal y una gestión adecuada de la información son claves para optimizar el desempeño en el área de devoluciones. La falta de estándares de tiempos actualizados y una distribución ineficiente de la planta fueron identificadas como barreras que afectan el flujo de devoluciones, lo que sugiere que invertir en formación y en la mejora de la infraestructura organizacional es fundamental para alcanzar niveles óptimos de productividad.

