











 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO  uBio
uBio 
 Permalink
PermalinkInterciencia
versión impresa ISSN 0378-1844
INCI v.29 n.9 Caracas sep. 2004
Efecto del procesamiento sobre las propiedades funcionales de Vigna Sinensis
Marisela Granito, Marisa Guerra, Alexia Torres y Julieta Guinand
Marisela Granito. Doctora en Ciencias de los Alimentos, Universidad Simón Bolívar (USB), Venezuela. Profesora, USB. Dirección: Departamento de Tecnología de Servícios, Universidad Simón Bolívar. Caracas 1090A, Venezuela. e-mail: mgranito@usb.ve
Marisa Guerra. Doctora en Ciencias de los Alimentos, USB. Profesora, Departamento de Procesos Biológicos y Bioquímicos, USB, Venezuela.
Alexia Torres. M.Sc. en Ciencia y Tecnología de Alimentos, USB. Profesora, Departamento de Procesos Biológicos y Bioquímicos, USB, Venezuela.
Julieta Guinand. M.Sc. en Ciencia y Tecnología de Alimentos, USB. Profesora, Departamento de Procesos Biológicos y Bioquímicos, USB, Venezuela.
Resumen
El frijol (Vigna sinensis) es una leguminosa de origen tropical que forma parte de los hábitos alimenticios de muchas regiones latinoamericanas, donde se consume básicamente en forma de grano integral. Dado su alto potencial nutricional es importante incrementar su consumo y diversificar su uso como ingrediente en el desarrollo de productos alimenticios. Para ello es necesario conocer sus propiedades funcionales, tanto en la materia prima cruda, como procesada. En este trabajo se evaluaron propiedades tales como absorción de agua y grasa, capacidad emulsificante, espumante y gelificante en harinas de dos variedades de frijol venezolano. Se encontró que el procesamiento térmico húmedo, así como la fermentación natural, incrementan la capacidad para absorber agua y grasa, pero disminuyen la capacidad espumante, así como la estabilidad de la espuma. La fermentación natural por 48h a 42ºC no altera la capacidad emulsificante de las harinas crudas. Con base en los resultados se sugiere la incorporación de harinas fermentadas y cocidas de frijol para la elaboración de alimentos viscosos tales como sopas, salsas, masas y productos horneados, así como para productos emulsionados tales como mayonesas, salsas, postres congelados y embutidos. También cabe sugerir su incorporación a productos fritos tales como empanadas, croquetas o donas.
Summary
Cowpea (Vigna sinensis) is a tropical legume that is part of the daily diet of many Latin American regions, where it is mostly consumed as whole grain. Given its nutritional potential, it is important to increase its consumption and diversify its use as an ingredient in foodstuff development. To achieve this, it is important to know the functional properties of the raw material as well as those of the processed one. In this work, properties such as water and fat absorption, emulsifying, foaming and jelling capacities of flours of two varieties of a Venezuelan cowpea were evaluated. It was found that wet thermal processing, as well as natural fermentation, increased the capacity to absorb water and fat, but decreased foaming capacity as well as the foam stability. Natural fermentation for 48h at 42ºC does not alter the emulsifying capacity of the raw flours. Based on the results, the incorporation of fermented and cooked bean flours for the manufacture of viscous foodstuffs such as soups, sauces, dough and baked products, as well as emulsified products such as mayonnaise, sauces, frozen desserts and sausages, is suggested. Its use for the manufacture of fried foodstuffs such as patties, croquettes and doughnuts could also be suggested.
Resumo
O feijão-de-corda (Vigna sinensis) é uma leguminosa de origem tropical que forma parte dos hábitos alimentícios de muitas regiões latino americanas, onde se consume basicamente em forma de grão integral. Devido seu alto potencial nutricional é importante incrementar seu consumo e diversificar seu uso como ingrediente no desenvolvimento de produtos alimentícios. Para isto é necessário conhecer suas propriedades funcionais, tanto na matéria prima crua, como processada. Neste trabalho se avaliaram propriedades tais como absorção de água e gordura, capacidade emulsificante, espumante e gelificante em farinhas de duas variedades de feijão-de-corda venezuelano. Encontrou-se que o processamento térmico úmido, assim como a fermentação natural, incrementam a capacidade para absorver água e gordura, mas diminuem a capacidade espumante, assim como a estabilidade da espuma. A fermentação natural por 48h a 42ºC não altera a capacidade emulsificante das farinhas cruas. Com base nos resultados se sugere a incorporação de farinhas fermentadas e cozidas de feijão-de-corda para a elaboração de alimentos viscosos tais como sopas, molhos, massas e produtos assados no forno, assim como para produtos emulsionados tais como maioneses, molhos, sobremesas congeladas e embutidos. Também cabe sugerir sua incorporação a produtos fritos tais como empanadas, croquetes ou roscas.
PALABRAS CLAVE / Frijol / Procesamiento / Propiedades Funcionales / Vigna Sinensis /
Recibido: 31/03/2004. Modificado: 09/08/2004. Aceptado: 10/08/2004.
Introducción
El frijol (Vigna sinensis) es una leguminosa que se cultiva en el trópico y subtrópico a lo largo de Asia, Africa, Sur y Centro América, así como en ciertas partes de Europa y Estados Unidos. Es considerada como una importante fuente proteica en los países en vías de desarrollo, con un contenido que oscila alrededor de 25%, dependiendo de la variedad (Bressani, 1985).
Tanto en Asia como en Africa, los granos son consumidos solos o en combinación con cereales. Adicionalmente, son utilizados en la elaboración de platillos muy populares tales como el moin-moin o el akara, preparaciones a base de masas de frijol (Vigna unguiculata o Vigna sinensis) hervidas o fritas y tempe, alimento de origen Indonesio a base de soya fermentada, que en Nigeria se elabora a partir de Vigna unguiculata fermentada y tiene mucha aceptabilidad por parte de la población (Djurtoft, 1985). Así mismo, el frijol se ha usado en combinación con maíz en fórmulas infantiles (Egounlety, 2002). De acuerdo a McWaters, (1980) el frijol no solo se consume fresco sino como ingrediente, sustituyendo parcialmente la harina de trigo y la leche en panes y productos horneados.
En Occidente, especialmente en Latinoamérica, las leguminosas son alimentos altamente consumidos y forman parte de los hábitos alimenticios de la población; no obstante ello, dicho consumo es mayoritariamente en forma de grano integral (Leterme y Muñoz, 2002). Dado su alto potencial nutricional (Hussain y Basahy, 1998; Preet y Punia, 2000), es importante incrementar su consumo, diversificando su uso como ingrediente en el desarrollo de productos alimenticios. Sin embargo, para lograr una utilización óptima de frijol como ingrediente, se deben conocer algunas de sus propiedades funcionales, tanto en la materia prima cruda, como en la procesada.
El uso exitoso de fuentes de proteínas vegetales en la formulación de alimentos depende de las propiedades funcionales de la materia prima. Las proteínas, así como los carbohidratos y la fibra dietética presentes en el frijol, determinan propiedades funcionales hidrodinámicas importantes como la capacidad para absorber agua y grasa, o propiedades coloidales como la capacidad espumante y emulsificante, las cuales a su vez indican en que tipo de producto se podrá incorporar la materia prima que las posea (Sathe et al., 1984). La funcionalidad de la harina de frijol cuando es reconstituida, es producto de la interacción de los componentes de la harina con el agua.
Al igual que los cereales, las leguminosas requieren ser procesadas antes de su consumo y es conocido que el procesamiento altera su composición (Padmashere et al., 1987, Granito et al., 2002). En general, los procesamientos, principalmente los térmicos, incrementan el valor nutricional de las leguminosas al inactivar la mayor parte de los factores antinutricionales, pero paralelamente alteran sus propiedades funcionales. De igual manera, la fermentación natural afecta componentes de las leguminosas tales como la fibra dietética y el almidón (Granito et al., 2002), por lo que probablemente también se alteren las propiedades funcionales de las harinas de frijol fermentadas.
El objetivo de este estudio fue evaluar el efecto del procesamiento (cocción, fermentación y fermentación-cocción) sobre algunas propiedades funcionales de dos variedades autóctonas de Vigna Sinensis (Tuy y Orituco) a fin de poder sugerir el uso potencial de estos alimentos como ingredientes en la industria alimenticia.
Materiales y Métodos
Materiales
Se utilizaron dos variedades de frijol (Vigna sinensis): Orituco, una variedad de color claro, y Tuy, una variedad marrón. Ambas variedades fueron suministradas por el Centro de Investigaciones Agropecuarias (CENIAP, Maracay, Venezuela) y sometidas a los siguientes procesamientos:
Molienda. Las semillas enteras, previamente limpias, fueron sometidas a una molienda gruesa en un ayudante Oster (modelo 465) y posteriormente molidas en un molino ANALIZER MC-11. Las harinas crudas obtenidas fueron pasadas a través de un tamiz de tamaño de poro 80 mesh.
Cocción. Los granos enteros se cocinaron en una proporción 1:12 (p/v) por 120min a presión atmosférica. Posteriormente fueron escurridos, congelados, liofilizados, molidos y pasados a través de un tamiz de 80 mesh.
Fermentación. Los granos enteros fueron enjuagados tres veces en agua destilada y escurridos. A continuación se les aplicó un remojo por 16h a temperatura ambiente en una proporción 1:12 (p/v). Transcurrido este período, se drenó el agua de remojo, se volvieron a colocar los granos en agua destilada en una proporción 1:12 (p/v) y se dejaron fermentar por 48h a 42ºC a 440rpm (Granito et al., 2002) en un fermentador Microferm New Brunswick Scientific, Edison, Nueva York, EEUU. Los granos fermentados fueron drenados, liofilizados, molidos y pasados a través de un tamiz de tamaño de poro 80 mesh.
Fermentación-cocción. Los granos fermentados fueron cocidos a 100ºC por 120min en agua destilada en una proporción 1:12 (p/v) a presión atmosférica. Las semillas cocidas fueron escurridas, liofilizadas, molidas y pasadas a través de un tamiz de 80 mesh.
Análisis químicos
La humedad, proteína (Nx6,25), grasa cruda y cenizas totales fueron determinadas por triplicado utilizando los métodos del AOAC (1990). Adicionalmente se evaluaron las siguientes propiedades funcionales:
Capacidad de absorción de aceite. A 2g de muestra se añadieron 20ml de aceite de maíz en tubos de centrífuga de 50ml y se agitaron en Vortex durante 1min a temperatura ambiente. Luego se centrifugó a 3000g por 30min. Los resultados se expresan como gramos de aceite retenidos por gramo de muestra (Beuchat, 1977).
Capacidad de absorción de agua. A 2g de muestra se añadieron 20ml de agua y se ajustó el pH a 7; se agitó en Vortex por 30min a temperatura ambiente y se centrifugó por 30min a 3000g. Los resultados se expresaron como gramo de agua retenida por gramo de muestra (Beuchat, 1977).
Capacidad emulsificante. Se mezcló 1g de muestra con 20ml de agua, se agitó durante 15min, se ajustó el pH a 7 y se llevó a 25ml con agua destilada. Se mezclaron 25ml de esta solución con 25ml aceite de maíz en una licuadora Oster (mod 465) por 3min y se centrifugó a 1300g por 5min. La emulsión se expresó en términos de porcentaje, como la altura de la capa emulsificada con respecto al total del líquido (Yasumatsu et al., 1992).
Capacidad espumante y estabilidad de la espuma. Se mezclaron 2g de muestra con 100ml de agua por 5min a máxima velocidad (3) en una licuadora Oster (mod 465). Transcurrido este tiempo, se transfirió a un cilindro graduado y se midió el volumen final a los 30seg. La capacidad espumante se expresó como el porcentaje de aumento en volumen. La estabilidad de la espuma se midió a intervalos de tiempo de 5, 10, 15, 30, 60, y 120min (Bencini, 1986).
Capacidad de gelificación. Se prepararon suspensiones al 4, 8, 12 y 14% (p/v) en agua destilada, de las que se tomaron 5ml y se llevaron a tubos de ensayo, los cuales se colocaron en baño caliente (100°C por 1h) y posteriormente en hielo por 1h adicional. La gelificación se determinó como la menor concentración en la cual la muestra del tubo invertido no cayó o deslizó (Coffman y García, 1977).
Resultados y Discusión
Composición química de los granos
En la Tabla I se presentan los resultados correspondientes a la composición proximal de las dos variedades de frijol crudas, fermentadas, cocidas, y fermentadas cocidas. Se encontraron valores entre 12 y 7% de humedad, 26% de proteína cruda y 2% de grasa cruda. Considerando la variabilidad originada por las diferencias en condiciones de cultivo, clima y variedad, estos resultados se encuentran dentro de los rangos señalados por otros autores (Onwuluri y Obu, 2002) y son superiores a los reportados por Preet y Punia (2000) para variedades de Vigna sinensis oscuras procedentes de la India.

Después de la fermentación natural, el contenido de proteína fue significantemente (P£0,05) reducido para la variedad clara Orituco, pero no para la variedad marrón (Tabla I). La solubilización de la proteína en las aguas de fermentación y cocción, podría ser la causa de la disminución de 8,6% observada para la variedad Orituco. Rodríguez-Burger et al. (1998) reportaron pérdidas de proteína de hasta un 15% en el agua de fermentación de Phaseolus vulgaris con Rhizopus oligosporus. Adicionalmente, hay que considerar que existen diferencias de permeabilidad entre las variedades, las cuales podrían explicar la diferencia observada para la variedad Tuy.
Akinyele y Akinlosotu (1999) estudiaron el efecto del remojo, descascarado y fermentación natural sobre el contenido de nutrientes del frijol. Estos autores tampoco encontraron diferencias significativas en el contenido de proteínas entre las muestras sin procesar y las fermentadas. Sin embargo, Granito et al. (2002) al fermentar con la flora endógena de los granos Phaseolus vulgaris reportaron reducciones significativas (P£0,05) en el contenido de proteínas.
El contenido de proteínas fue significantemente reducido por la fermentación natural, pero la reducción fue más alta cuando los granos fermentados fueron adicionalmente cocidos. Se observaron reducciones adicionales de 9,1 y 17,3% para las variedades Orituco y Tuy, respectivamente. Contrariamente, la grasa se incrementó con la fermentación natural y posterior cocción, probablemente por un efecto de concentración.
La cocción no varió de manera significativa (P£0,05) el contenido de cenizas. Sin embargo, la fermentación natural si originó disminuciones de 51,53 y 43,60% en los contenidos de cenizas de Orituco y Tuy. La disminución del contenido en cenizas podría deberse a cambios en la solubilidad de los minerales debido al pH del proceso de fermentación, alrededor de 4,5.
Capacidad de absorción de grasa
En la Tabla II se presentan los resultados correspondientes a la capacidad para absorber grasa (CAG) y capacidad para absorber agua (CAA) de las dos variedades de frijol. No se observaron diferencias significativas (P£0,05) en la CAG entre los frijoles crudos y los cocidos de la variedad Orituco. Los granos fermentados presentaron una menor afinidad por las grasas, mientras que los fermentados cocidos presentaron la mayor capacidad de absorción de grasa.

En el caso de la variedad Tuy se encontraron diferencias significativas (P£0,05) entre la absorción de grasa de los granos crudos y cocidos (Tabla II). Para esta variedad, el tratamiento térmico y la consiguiente desnaturalización proteica, pareciera haber alterado la disposición de las moléculas de grasa, usualmente dispersas dentro de la fase proteína-agua. Los enlaces hidrofóbicos proteína-grasa y su capacidad de enlazarse con compuestos lipofílicos, en este caso el aceite, pudiera haberse modificado por efecto del tratamiento térmico. Al igual que la variedad Orituco, no se observaron diferencias significativas (P£0,05) entre la CAG de los granos cocidos y los fermentados, sin embargo la mayor retención de grasa se obtuvo para los granos fermentados cocidos. Pareciera que la combinación de ambos procesos (fermentación - cocción) originó alteraciones estructurales de la proteína, la cual a su vez produjo un incremento en la retención física de la grasa. La CAG es producto del atrapamiento físico de las grasas por parte de las proteínas, a través de la formación de estructuras denominadas micelas. La capacidad de absorción de grasa está determinada por la estructura de la matríz proteica, la disposición de los aminoácidos dentro de la estructura proteica, lo cual a su vez determina las interacciones hidrofóbicas proteína-grasa, por el tipo de grasa y por la presencia de almidones (Kinsella, 1976).
La mayoría de los granos exhiben una capacidad de absorción de aceite inferior a 5g de aceite/g con un alto margen de variación (Sathe, 2002). Nagmani y Prakash (1997), encontraron valores de absorción de grasa entre 2,46 y 2,72g de aceite/g de muestra para harinas de leguminosas crudas (Bengal, Black gram y lentejas). Al someter estos granos a cocción encontraron valores que oscilaron entre 2,18 y 2,93g de aceite/g muestra.
Esta capacidad de las proteínas de enlazar lípidos es muy importante para la formulación de productos para freír y para la retención de los sabores. Así mismo, disminuye el desarrollo de la rancidez oxidativa y en consecuencia aumenta la estabilidad durante el almacenamiento (Sathe, 2002).
De acuerdo a los resultados encontrados para ambas variedades de frijol, la fermentación seguida por cocción favorece la capacidad para absorber grasa, probablemente a través de un incremento en la formación de micelas, por lo que las harinas de frijol fermentadas y cocidas son adecuadas para ser incorporadas en el desarrollo de alimentos fritos, tales como donas, empanadas, croquetas, etc.
Capacidad de absorción de agua
La capacidad de absorción de agua (Tabla II) se incrementó con todos los procesos aplicados y de forma muy similar para ambas variedades. La fermentación originó incrementos de 12 y 10%, la cocción incrementos de 40 y 35,7% y la cocción-fermentación incrementos de 50 y 56% para las variedades Orituco y Tuy, respectivamente. Para ambas variedades estudiadas (Orituco y Tuy) se encontró que las harinas fermentadas y cocidas duplicaron la capacidad de absorción de agua respecto a las harinas crudas.
Enwere et al (1998) demostraron que el tratamiento térmico húmedo desnaturaliza las proteínas, principalmente a las albúminas, no afectando grandemente las globulinas. Esta desnaturalización incrementa la accesibilidad a dicha proteína y en consecuencia a los aminoácidos polares, los cuales tienen una gran afinidad por el agua, produciéndose un incremento en la capacidad para absorber agua. Adicionalmente, el alimento es una matriz compleja, donde los carbohidratos, por su naturaleza hidrofílica, la gelatinización del almidón y el hinchamiento de la fibra dietética también pueden contribuir a este incremento en la capacidad para absorber agua al ser sometidas a cocción las muestras. A la desnaturalización proteica, gelatinización del almidón e hinchamiento de la fibra dietética, pareciera sumarse un efecto adicional originado por la fermentación. Sin embargo, para hacer tal aseveración se requiere la realización de estudios electroforéticos de las proteínas de Vigna sinensis aisladas de muestras fermentadas.
Los resultados coinciden con los señalados por otros autores (Beuchat, 1977; Narayana y Narasinga, 1982; Bencini, 1986; Nagmani y Prakash, 1997; Fasina et al., (2001). Padmashere et al. (1987) al estudiar el efecto de la cocción, tostado, horneado, germinación y fermentación sobre la capacidad para absorber agua y grasa, encontraron que todos los procesamientos aplicados incrementaron la capacidad de absorción de agua.
La capacidad para absorber agua es considerada una propiedad funcional de las proteínas, fundamental en alimentos viscosos tales como sopas, salsas, masas y productos horneados, productos donde se requiere una buena interacción proteína-agua.
La fermentación natural seguida por cocción, incrementa esta propiedad funcional y por lo tanto aumenta el potencial de uso de este ingrediente en el desarrollo de los alimentos mencionados anteriormente.
Capacidad emulsificante
La capacidad emulsificante en la variedad Orituco (Tabla III) no presentó diferencias significativas (P£0,05) entre las muestras crudas, fermentadas y fermentadas cocidas. Sin embargo, se observó diferencia significativa (P£0,05) con respecto a la harina sólo cocida, la cual no presentó capacidad emulsificante.

Para la variedad Tuy (Tabla III) se observaron valores de capacidad emulsificante menores que los encontrados para la variedad Orituco pero la tendencia fue la misma. La harina cocida de la variedad Tuy presentó un valor muy pequeño de capacidad emulsificante, mientras las muestras fermentadas y fermentadas cocidas presentaron valores similares al de la muestra cruda.
Los resultados coinciden con los señalados por Padmashere et al. (1987) pero discrepan de los reportados por Prinyawiwatkul et al. (1997), quienes observaron que a pH 4 (similar al de las muestras de frijol fermentado) no hubo formación de emulsión en harinas de granos que fueron fermentadas durante 24h, mientras que en las harinas de semillas remojadas sí hubo formación de emulsión.
La composición de aminoácidos, conformación y propiedades físicas de las proteínas determinan su funcionalidad dentro de un sistema. La conformación nativa de las proteínas globulares presentes en los granos donde los aminoácidos polares están expuestos hacia la fase acuosa, favorece la solubilidad, emulsificación y propiedades espumantes (Kinsella, 1976). A pesar de que la estructura compacta y rígida de las globulinas, principal fracción proteica de frijol (Enwere et al., 1998) no las hace proteínas con un buen potencial para funciones emulsificantes/espumantes (Sathe, 2002), los resultados encontrados señalan que las muestras crudas de frijol son capaces de desarrollar estas propiedades y que el proceso de fermentación pareciera preservar dichas propiedades del efecto de los tratamientos térmicos.
La desnaturalización parcial (desenrrollamiento) de las proteínas antes de la emulsión, suele mejorar las propiedades emulgentes, debido al incremento de la flexibilidad molecular y de la hidrofobia superficial (Fennema, 2000). Con base en los resultados obtenidos se podría pensar en que el proceso de fermentación natural impide la total desnaturalización de las proteínas cuando estas son sometidas a cocción.
La habilidad de la proteína para ayudar en la formación y estabilización de la emulsión es particularmente importante en la elaboración de productos batidos y salsas emulsionadas tales como la mayonesa, postres congelados y embutidos. La combinación de los procesos de fermentación natural y cocción origina una harina de frijol que conserva la capacidad emulsificante de las muestras crudas.
Capacidad espumante y estabilidad de la espuma
En la Tabla IV se presentan los resultados obtenidos para la capacidad espumante. Ambas variedades presentaron diferencias significativas (P£0,05) entre los valores obtenidos para las muestras crudas y cocidas. Se observaron disminuciones de 86 y 92% de la capacidad espumante en granos sometidos a tratamiento térmico en relación a los crudos. Las harinas preparadas con granos fermentados y fermentados cocidos no presentaron capacidad espumante en ninguna de las variedades.

De acuerdo a Enwere et al., (1998) las harinas de frijol se caracterizan por tener buenas propiedades espumantes y por generar una espuma estable. Esto se evidencia en el uso de frijol para la preparación de akara balls, alimento altamente consumido en Nigeria. Cuando se fríe la pasta de akara reconstituida con agua y mezclada con otros ingredientes en forma de bola, ésta adquiere una textura esponjosa similar a la de las donas. Sin embargo, el tratamiento térmico parece afectarlas en forma negativa. Según Enwere y Ngoddy (1986) y Ngoddy et al. (1986) el secado de frijol a temperaturas entre 80 y 120ºC disminuye las propiedades funcionales de frijol, tales como la formación y estabilidad de la espuma. Enwere et al. (1998) al estudiar el efecto de la temperatura (30, 80 y 120ºC) sobre la capacidad espumante y su estabilidad, encontraron que al secar el frijol a altas temperaturas (80 y 120ºC) se desnaturalizan las albúminas, permaneciendo las globulinas poco afectadas. Al analizar la microestructura de las akaras, encontraron que el secado a 30ºC produce akaras porosas, mientras que las producidas con las harinas secadas a mayor temperatura produjo akaras sin poros, compactas y finas, sin esponjosidad.
En las proteínas nativas de los frijoles crudos el método de generación de espuma contribuyó a una desnaturalización parcial de las proteínas, la cual aumentó su flexibilidad haciendo posible obtener una capacidad espumante moderada. Al aplicar procesos térmicos ocurre desnaturalización proteica, que junto con el método de generación de espuma (batido a altas velocidades) puede disminuir el poder espumante de las harinas de frijoles tratadas, debido a la agregación y precipitación de las proteínas (Fennema, 2000).
Varios autores han reportado efectos negativos de los tratamientos térmicos sobre la capacidad espumante (Yasumatsu et al., 1972; Satterlee et al., 1975; Narayana y Narasinga, 1982; Nagmani y Prakash, 1997).
La estabilidad de la espuma disminuye con el procesamiento (Tabla V), siendo este comportamiento similar para ambas variedades. A los 120min la cantidad de espuma remanente para la variedad Orituco fue de 60% y para la variedad Tuy fue de 63%.

La capacidad espumante y su estabilidad dependen de dos conjuntos distintos de propiedades moleculares. Mientras que la capacidad espumante se ve afectada por la velocidad de adsorción, la flexibilidad y la hidrofobia, la estabilidad depende de las propiedades reológicas de la película proteica. La proteína de la mayor parte de los alimentos está formada por mezclas de diversas especies moleculares; por ello, sus propiedades espumantes son determinadas por la interacción entre los componentes proteicos en la interfase (Fennema, 2000).
En la Tabla VI se observan las concentraciones mínimas de formación del gel para ambas variedades de frijoles (Orituco y Tuy). Para las harinas crudas la formación del gel se obtuvo con una concentración del 12%, mientras que para el resto de los tratamientos la concentración fue de un 14%. Estos resultados coinciden con los de Otegui et al. (1997), quienes observaron que en aislados proteícos de Vicia Faba L el porcentaje mínimo de gelificación fue de un 14%. Bencini (1986) observó que todas las harinas precocidas de Cicer arietinum formaron un gel fuerte a una concentración mínima de 16%.
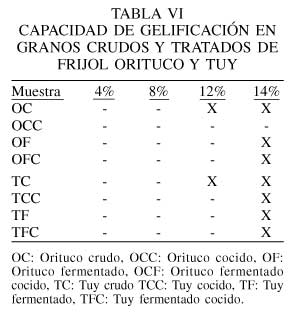
Es de hacer notar que los geles formados fueron firmes en un comienzo, pero al cabo de unas horas se presentó sinéresis. Aparentemente, fracciones de la cáscara de la semilla pueden interferir en la formación de esa red continua de moléculas que forman el gel (Sathe et al., 1982). La concentración proteica es importante en la formación y en la firmeza del gel y una alta proporción de proteínas globulares puede contribuir a este proceso (Kinsella, 1979; Sathe et al., 1982). La gelificación de las proteínas se ve afectada también por diversos factores ambientales como el pH, las sales y otros aditivos. El pH óptimo para la formación de geles está entre 7 y 8 para la mayor parte de las proteínas (Fennema, 2000). En las harinas fermentadas el pH se ubicó entre 4 y 5, por lo que se podría pensar que este parámetro también pudo haber determinado la calidad del gel obtenido.
Conclusiones
El procesamiento térmico húmedo, así como la fermentación natural, afectan las propiedades funcionales de harinas de frijol. Se incrementan la capacidad para absorber agua y grasa, pero disminuyen la capacidad espumante, así como la estabilidad de la espuma.
La fermentación natural por 48h a 42ºC parece ejercer un efecto protector sobre la desnaturalización que produce el tratamiento térmico en las proteínas de las harinas, contribuyendo a conservar la capacidad emulsificante de las harinas crudas en las harinas fermentadas y cocidas.
Con base en estos resultados se sugiere la incorporación de harinas fermentadas y cocidas para la elaboración de alimentos viscosos tales como sopas, salsas, masas y productos horneados, donde se requiere una buena interacción proteína-agua, así como de productos emulsionados tales como mayonesas, salsas, postres congelados y embutidos. También se podría sugerir su incorporación a productos fritos tales como empanadas, croquetas o donas.
AGRADECIMIENTOS
Este trabajo contó con el apoyo financiero del FONACIT, a través del proyecto S1- 200100286, y de la Dirección de Investigación del Núcleo del Litoral de la Universidad Simón Bolívar.
REFERENCIAS
1. AOAC (1990) Official Methods of Analysis. 16th ed. Association of Official Analytical Chemists. Washington DC, EEUU. 1298 pp. [ Links ]
2. Akinyele IO, Akinlosotu A (1999) Effect of soaking, dehulling and fermentation on the oligosaccharides and nutrient content of frijol (Vigna unguiculata). Food Chem. 41: 43-53. [ Links ]
3. Bencini, M (1986) Functional properties of drum-dried chickpea (Cicer arietinum L.) flours. J. Food Sci. 51: 1518-1526. [ Links ]
4. Beuchat, L (1977) Functional and electrophoretic characteristics of succynalated peanut flour proteins. J Agric. Food Chem. 25: 258-263. [ Links ]
5. Bressani, R (1985) Nutritive Value of Frijol. En Singh Sr, Rachie KO (Eds.) Cowpea Research, Production and Utilization. Wiley. New Jersey, EEUU. pp 332-336. [ Links ]
6. Coffman C, García V (1977) Functional properties and amino acid content of a protein isolate from mung bean flour. J. Food Technol. 12: 473-487. [ Links ]
7. Djurtoft R (1985) Tempe from Cowpea Introduced in Nigeria. Proc. Asian Symp. Non-Salted Soybean Fermentation. Tsukuba, Japón. pp. 144-162. [ Links ]
8. Egounlety M (2002) Production of legume-fortified weaning foods. Food Res. Int. 35: 233-238. [ Links ]
9. Enwere NJ, Ngoddy PO (1986) Effect of heat treatment on selected functional properties of frijol flour. Trop Sci. 26: 223-232. [ Links ]
10. Enwere NJ, McWalters KH, Phillips RD (1998) Effect of processing on some properties of frijol seed, protein, starch, flour and akara. Int. J. Food Sci. Nutr. 49: 365-373. [ Links ]
11. Fasina O, Tyler B, Pickard M, Zheng GH, Wang N (2001) Effect of infrared heating on the properties of legume seeds. Int. J. Food Sci. Technol. 36: 79-90. [ Links ]
12. Fennema O (2000) Química de los Alimentos. 2a ed. Acribia. Zaragoza, España. pp. 433-469. [ Links ]
13. Granito M, Frias J, Doblado R, Guerra M, Champ M, Vidal-Valverde C (2002) Nutricional improvement of beans (Phaseolus vulgaris) by natural fermentation. Eur. Food Res. Technol. 214: 226-231. [ Links ]
14. Hussain MA, Basahy AY (1998) Nutrient Composition and amino acid pattern of frijol (Vigna unguiculata) grown in the Gizan area of Saudi Arabia. Int. J. Food Sci. Nutr. 49: 117-125. [ Links ]
15. Kinsella JE (1976) Functional properties of protein foods. A survey. Crit. Rev. Food Sci. Nutr. 7: 219-280. [ Links ]
16. Kinsella J (1979) Functional properties of soy proteins. J. Am. Oil Chem. Soc. 56: 242-258. [ Links ]
17. Leterme P, Muñoz C (2002) Factors influencing pulse consumption in Latin America. Br. J. Nutr. 88: S251-S254. [ Links ]
18. McWaters KM (1980) Replacement of milk protein with protein from frijol and field pea flours in baking powder biscuits. Cereal Chem. 57: 223-230. [ Links ]
19. Nagmani B, Prakash J (1997) Functional properties of thermally treated legume flours. Int. J. Food Sci. Nutr. 48: 205-214. [ Links ]
20. Narayana K, Narasinga Rao MS (1982) Functional properties of raw and heat processed winged bean flour. J. Food Sci. 47: 1534-1538. [ Links ]
21. Ngoddy PO, Enwere NJ, Onuarah VI (1986) Frijol flour performance in akara and moin-moin preparations. Trop. Sci 26: 101-119. [ Links ]
22. Onwuliri VA, Obu JA (2002) Lipids and other constituents of Vigna unguiculata and Phaseolus vulgaris grown in northern Nigeria. Food Chem. 78: 1-7. [ Links ]
23. Otegui I, Fernández-Quintela A, De Diego A, Cid C, Macarulla MT, Partearroyo MA (1997) Properties of spray-dried and freeze-dried faba bean protein concentrates. Int. J. Food Sci. Techn. 32: 439-443. [ Links ]
24. Padmashere TS, Vijayalakshmi L, Shashikala P (1987) Effect of traditional processing on the functional properties of frijol flour. J. Food Sci. Technol. 24: 221-225. [ Links ]
25. Preet K, Punia D (2000) Proximate composition, phytic acid, polyphenols and digestibility (in vitro) of flour from brown frijol varieties. Int. J. Food Sci. Nutr. 51: 189-193. [ Links ]
26. Prinyawiwatkul W, Beuchat L, McWaters K, Philips D (1997) Functional properties of frijol (Vigna unguiculata) flour as affected by soaking, boiling, and fungal fermentation. J. Agric. Food Chem. 45: 480-486. [ Links ]
27. Rodríguez-Burger AP, Mason A, Nielsen SS (1998) Effect of soaking, dehulling and fermentation on the oligosaccharides and nutrient content of frijol (Vigna unguiculata). J. Agric. Food Chem. 46: 4806-4813. [ Links ]
28. Sathe S, Desphande S, Salunkhe D (1982) Functional properties of winged bean (Psophocarpus tetragonolobus (L.) DC) proteins. J. Food Sci. 47: 503-509. [ Links ]
29. Sathe S, Desphande S, Salunkhe D (1984) Dry beans of Phaseolus. A review part I. Chemical composition: protein. Crit. Rev. Food Sci. Nutr. 20: 1-46. [ Links ]
30. Sathe SK (2002) Dry bean protein functionality. Crit. Rev. Biotechn. 22: 175-223. [ Links ]
31. Satterlee LD, Bembers M, Kendrick JG (1975) Functional properties of the Great Northern bean protein isolate. J. Food Sci. 40: 81-95. [ Links ]
32. Yasumatsu K, Misaki M, Tawada J, Sawada K, Toda J, Ishii K (1972) Utilization of soybean products in fish paste products. Agric. Biol. Chem. 36: 737-744. [ Links ]
33. Yasumatsu K, Sawada K, Moritaka S, Misaki M, Toda J, Wada T, Ishii, K (1992) Studies on the functional properties of food grade soybean products: whipping and emulsifying properties of soybean products. Agric. Biol. Chem. 36: 719-727. [ Links ]
