










Servicios Personalizados
Revista
Articulo
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkBioagro
versión impresa ISSN 1316-3361
Bioagro v.20 n.1 Barquisimeto abr. 2008
Fraccionamiento del bagazo de caña de azúcar mediante tratamiento amoniacal: efecto de la humedad del bagazo y la carga de amoníaco
Zoycris Pernalete1, Francibell Piña1, Madeleine Suárez1, Alexis Ferrer2 y Cateryna Aiello1
1Escuela de Ingeniería Química, Facultad de Ingeniería, Universidad del Zulia. Maracaibo-Venezuela. e-mail: caiello@luz.edu.ve; caiellomazzarri@gmail.com
2Facultad de Ciencias, Universidad del Zulia. Maracaibo-Venezuela.
RESUMEN
Con el objetivo de evaluar la potencialidad del bagazo de caña de azúcar tratado por presurización y despresurización amoniacal (PDA) para la producción de alimento para el ganado y de azúcares fermentables para obtención de etanol, se probaron diferentes cargas de amoníaco y contenidos de humedad del sustrato con el fin de obtener la mayor fracción solubilizada de los componentes lignocelulósicos presentes. El bagazo se trató en un reactor presurizado con nitrógeno y amoníaco, con reacción en fase líquida durante 5 minutos a 100 ºC. El tratamiento se realizó variando la carga de amoníaco (0,50; 0,75 y 1,00 g·g-1 de bagazo) y el contenido de humedad del bagazo (10, 30 y 50 %). Se encontró que las mejores condiciones para el tratamiento fueron de 1,00 g·g-1 y 50% para la carga de amoníaco y la humedad, respectivamente. En estas condiciones se solubilizó el 57,3 % de la hemicelulosa presente y ocurrió el mayor incremento en el contenido de carbohidratos solubles (119,7 %). La celulosa y lignina presentaron poca variación. El material tratado retuvo amoníaco aumentando su contenido de nitrógeno, particularmente en sustratos con mayor humedad. El contenido de azúcares reductores en el bagazo tratado fue muy bajo indicando que no hubo generación de azúcares producto del tratamiento. Las condiciones benignas del tratamiento amoniacal y la alta fracción de solubles obtenida convierten al bagazo de caña de azúcar tratado por PDA en un material con gran potencial en el proceso de producción de etanol o de alimento para el ganado.
Palabras clave adicionales: Azúcares reductores, celulosa, hemicelulosa, lignina, nitrógeno
Fractionation of sugar cane bagasse by ammonia treatments: Effect of bagasse moisture and ammonium dose
ABSTRACT
To evaluate the capability of sugarcane bagasse treated by ammonia pressurization and depressurization (PDA) for cattle feeding and as a substrate for ethanol production, different treatment conditions were tested in order to obtain the maximum solubilized fraction of the lignocellulosic constituents. The bagasse was treated in a reactor pressurized with nitrogen and ammonia, with the reaction occuring in liquid phase for 5 minutes at 100 ºC. The PDA treatment was performed varying the ammonia loadings (0.50, 0.75, and 1.00 g·g-1 of sugar cane bagasse), and the bagasse moisture content (10, 30, and 50 %). The most favorable treatment condition was ammonia loading of 1.00 g·g-1, and 50 % moisture content. At these conditions, the treatment solubilized 57.3 % of the hemicellulose and raised the soluble content up to 119.7 %. The cellulose and lignin showed little variation. The treated bagasse retained ammonia, increasing the nitrogen content, particularly at high moisture content. The reducing sugar content in the sugarcane was very low, indicating that the treatment did not generate sugars. The mild conditions of the treatment and the high fraction of solubles obtained enhance the potential of sugarcane bagasse for ethanol production or as a substrate for animal consumption.
Additional key words: Reducing sugars, cellulose, hemicellulose, lignin, nitrogen
Recibido: Junio 19, 2007 Aceptado: Marzo 3, 2008
INTRODUCCIÓN
El bagazo de caña de azúcar es un material lignocelulósico constituido principalmente por celulosa, hemicelulosa y lignina. Se obtiene como subproducto o residuo en los centrales azucareros después de la extracción del jugo de caña de azúcar y representa aproximadamente entre el 25 y 40 % del total de materia procesada, dependiendo del contenido de fibra de la caña y la eficiencia en la extracción del jugo. En Venezuela, es uno de los residuos agrícolas más abundantes, junto con el follaje de maíz y la paja de arroz, con una producción anual estimada de 600.000 toneladas por año (MPC, 2001). Tradicionalmente en los centrales azucareros este desecho se quema para la producción modesta de cierta cantidad de energía y como una forma de limitar la disposición final de este desecho (SICA, 2006).
El bagazo de caña de azúcar como todos los materiales lignocelulósicos es rico en fibra; sin embargo, debido a su compleja estructura son de difícil digestibilidad en caso de su utilización como alimento para animales rumiantes, por lo que es necesario someterlos a tratamientos que conduzcan a la disminución o eliminación de las barreras físicas y químicas, tales como la cristalinidad de la celulosa, los grupos acetilos de la hemicelulosa y los enlaces entre la hemicelulosa y la lignina. Los tratamientos aumentarían la accesibilidad de las enzimas durante la hidrólisis permitiendo la conversión de la celulosa y hemicelulosa en azúcares fermentables.
En general, los tratamientos buscan reducir la cristalinidad de la celulosa, disociar el complejo celulosa-lignina, aumentar el área superficial y eliminar o disminuir la presencia de sustancias que interfieren o dificultan la hidrólisis (Sun y Cheng, 2002; Hamelinck et al., 2005).
Un tratamiento eficaz debe ser de bajo costo y bajo consumo energético, fácil recuperación y reutilización, además de ser aplicable a diversos materiales con eficiencia y reproducibilidad. Así mismo, debe evitar la degradación o pérdida de carbohidratos o formación de subproductos inhibitorios para las enzimas y microorganismos en los procesos de hidrólisis y fermentación (Lynd et al., 2005; Sun y Cheng, 2002; Martin et al., 2006).
El tratamiento de presurización y despresurización amoniacal (PDA) es un tratamiento rápido (2-5 minutos) en el cual la reacción ocurre en fase líquida, a temperaturas relativamente bajas, en un reactor presurizado con nitrógeno y amoníaco. Más del 99 % del amoníaco utilizado se recupera sin efluentes que tratar. La reducción en el tiempo de tratamiento, comparado con los métodos utilizados en estudios anteriores, se logra garantizando que la reacción ocurra principalmente en fase líquida y aprovechando el efecto exotérmico de la dilución del amoníaco anhidro en agua. Se ha estudiado el efecto de la carga de amoníaco, la humedad del material, el tiempo de adición de amoníaco y la temperatura del proceso, entre otras variables, para varios tipos de materiales (Ferrer et al., 2000; Ferrer et al., 2002).
Debido a la acción del amoníaco, acrecentada por la humedad, el incremento de temperatura y a la despresurización súbita, el tratamiento PDA afecta el ordenamiento estructural del material incrementando la accesibilidad del agua en la estructura fibrilar. La descompresión violenta durante el tratamiento produce la ruptura de la estructura fibrilar y por ende de los enlaces de hidrógeno que mantienen unidas a las fibras entre sí, exponiendo nuevos espacios y grupos polares que no se encontraban disponibles (Ferrer et al., 2000). Estudios previos han demostrado que el material tratado por PDA es tres veces más reactivo a la hidrólisis enzimática que el material no tratado (Ferrer et al., 1997).
El proceso PDA ayuda a la ruptura de los enlaces ésteres, principalmente entre la hemicelulosa y la lignina; y aumenta el área interfacial del material (Parra, 2003). También contribuye a separar el material vegetal y permite la conversión de la celulosa y hemicelulosa en azúcares monoméricos, tanto en el rumen del ganado, si el material se utiliza en alimentación de animales o como por hidrólisis enzimática in vitro (Ferrer et al., 2000). Además, incrementa la extracción y remoción de otros componentes vegetales como las proteínas que pueden ser utilizadas para la producción de harinas proteicas de uso en la alimentación de animales de estómago simple.
Por otra parte, en la actualidad se llevan a cabo investigaciones para desarrollar métodos económicos que permitan la producción de etanol a partir de materiales lignocelulósicos. Los menores costos se originan cuando la producción se realiza a partir de maíz o jugo de caña. Sin embargo, el bagazo de caña tratado mediante PDA pudiera representar una alternativa importante, pues al favorecer la producción de azúcar con bajo costo en la cantidad de enzimas a utilizar en la hidrólisis, permitiría la obtención económica de este carbohidrato, el cual constituye un excelente sustrato de fermentación con miras a la producción de etanol (Sánchez y Cardona, 2005).
En este trabajo se estudió el efecto del tratamiento PDA sobre el fraccionamiento del bagazo de caña de azúcar. Se utilizaron diferentes valores de concentración de amoníaco y contenido
de humedad del bagazo de caña de azúcar con el fin de obtener la mayor eficiencia del tratamiento, medida en función de la fracción solubilizada de materiales lignocelulósicos presentes.
MATERIALES Y MÉTODOS
Descripción del sustrato
Se utilizó bagazo de caña de azúcar proveniente del Central Azucarero La Pastora, ubicado en el municipio Torres, estado Lara, Venezuela. Previo a cualquier tratamiento, el bagazo se secó en un horno de convección forzada a 60 ºC durante 48 horas hasta reducir su humedad al 10 %. Luego se tamizó para homogenizar las partículas a un tamaño no mayor de 2 mm, se envasó en bolsas plásticas de cierre hermético y se conservó bajo refrigeración (2-5 ºC) hasta el momento de su uso.
Tratamiento del sustrato
El tratamiento de presurización y despresurización amoniacal (PDA) se realizó en un equipo a escala piloto que consta de un reactor de acero inoxidable, provisto de una resistencia externa de calentamiento. Además, contiene los tanques de amoníaco y nitrógeno, un compresor, una cámara de expansión, las conexiones para agua y nitrógeno, y un panel de control que permite controlar las variables de operación.
El material a tratar se transfirió al reactor una vez que se alcanzó la temperatura de reacción deseada, se presurizó con nitrógeno y se agregó la carga de amoníaco. Se dejó reaccionar y se despresurizó de manera súbita mediante una válvula de forma que el amoníaco pasaba a la cámara de expansión y se retiraba el material por la compuerta del reactor (Ferrer et al., 2000).
Los tratamientos se llevaron a cabo por duplicado utilizando 200 g de bagazo de caña de azúcar (base seca) a 100 ºC durante un tiempo de reacción de 2 minutos, con un diseño factorial de 3 x 3 variando la carga de amoníaco (0,50 ; 0,75 y 1,00 g·g-1 materia seca) y el contenido de humedad del material (10, 30 y 50 %). El contenido de humedad del bagazo de caña de azúcar se ajustó agregando agua destilada a la temperatura de reacción, previo a la introducción del material en el reactor. La cantidad de agua a agregar se calculó con base en la humedad del material.
El bagazo de caña tratado (BT) se expuso al aire durante la noche para eliminar el exceso de amoníaco, se guardó en bolsas plásticas herméticamente cerradas y se conservó bajo refrigeración hasta el momento de su análisis. En todas las experiencias se utilizó bagazo de caña de azúcar no tratado (BNT) como control.
Análisis de las muestras
Al bagazo de caña de azúcar tratado y no tratado se le determinó el contenido de humedad y cenizas siguiendo el método descrito en las normas 1156-79 y 1155-79 (COVENIN, 1983). Se determinó la fibra neutro detergente (FND), fibra ácido detergente (FAD) y lignina ácido detergente (LAD) según Goering y Van Soest (1970) mediante las cuales se calculó el contenido de celulosa, hemicelulosa y solubles, utilizando las siguientes ecuaciones:
- Celulosa (%) = FAD (%) – LAD (%)
- Hemicelulosa (%)=FND (%) – FAD
- Solubles (%) = 100 – % FND
El contenido de nitrógeno se determinó por el método de Kjeldahl y el de azúcares reductores por el método del ácido 3,5-dinitrosalicílico (DNS) utilizando glucosa como estándar (Miller, 1959). El procesamiento de los datos se realizó mediante análisis de varianza y separación de medias según la prueba de Tukey, así como análisis de regresión, empleando el paquete estadístico SAS versión 8.0.
RESULTADOS Y DISCUSIÓN
Efecto sobre la fracción de carbohidratos
El bagazo de caña de azúcar no tratado (BNT) utilizado contenía 10,23 % de solubles (solubles FND), 24,42 % de hemicelulosa y 51,67 % de celulosa. Los elevados contenidos de hemicelulosa y celulosa son características que indican el potencial del bagazo de caña de azúcar para su uso en la producción de azúcares.
El tratamiento de presurización y despresurización amoniacal (PDA) causó un incremento significativo en el contenido de solubles, independientemente del contenido de humedad del bagazo (Cuadro 1). Los valores más altos se encontraron siempre ante la mayor carga de amoníaco (1,00 g·g-1) y los más bajos ante la menor carga (0,50 g·g-1). En forma similar, los solubles fueron incrementando a medida que aumentó la humedad del bagazo (Cuadro 1).
Cuadro 1. Efecto del PDA y la humedad del sustrato sobre el contenido de carbohidratos solubles en bagazo de caña de azúcar (%MS)
| Carga de amoníaco (g·g-1 MS) | Humedad (%) | ||
| 10 | 30 | 50 | |
| 0,50 | 9,85 bB | 11,64 aC | 12,14 aC |
| 0,75 | 10,48 bB | 13,35 aB | 14,26 aB |
| 1,00 | 14,30 cA | 15,58 bA | 22,48 aA |
Separación de medias según la prueba de Tukey (P≤0,05). Letras minúsculas para comparación entre columnas y mayúsculas entre filas
La hemicelulosa presentó una respuesta inversa a la observada en los solubles (Cuadro 2). En este caso el tratamiento PDA causó una disminución significativa en el contenido de hemicelulosa y los valores fueron disminuyendo a medida que aumentó la humedad del bagazo (Cuadro 2). Esta respuesta inversa sugiere que los solubles incrementaron a costa de la degradación de la hemicelulosa.
Cuadro 2. Efecto del PDA y la humedad del sustrato sobre el contenido de hemicelulosa en bagazo de caña de azúcar (%MS)
| Carga de amoníaco (g·g-1 MS) | Humedad (%) | ||
| 10 | 30 | 50 | |
| 0,50 | 25,30 aA | 23,26 bA | 19,30 cA |
| 0,75 | 21,86 aB | 18,37 bB | 16,61 cB |
| 1,00 | 17,46 aC | 16,24 bC | 10,19 cC |
Separación de medias según la prueba de Tukey (P≤0,05). Letras minúsculas para comparación entre columnas y mayúsculas entre filas
El mejor resultado en el ensayo se obtuvo al utilizar la combinación carga de amoníaco-contenido de humedad de 1,00 g·g-1-50 %. Este tratamiento aumentó los solubles de 10,23 a 22,48 %, lo que representa un incremento del 119,7 % y disminuyó la concentración de hemicelulosa de 23,88 a 10,19 %, representando una reducción de 57,3 %. Lo anterior indica que altas combinaciones de carga de amoníaco y porcentajes de humedad tienen el mejor efecto en la disminución de la concentración de hemicelulosa en el bagazo de caña de azúcar.
Estudios previos señalan que el tratamiento PDA causa incrementos en el contenido de solubles y disminución en la concentración de hemicelulosa, con consecuente aumento en la digestibilidad de la fibra (Ferrer et al., 2000) y en la susceptibilidad del material a la hidrólisis enzimática (Ferrer et al., 2002).
El hecho de que se obtuvo un incremento sostenido de los solubles ante el aumento en la carga de amoníaco indica que en futuros trabajos podrían utilizarse mayores cargas de amoníaco para tratar de aumentar la concentración de solubles y mayor solubilización de la hemicelulosa.
Por otra parte, el incremento encontrado en los solubles a medida que aumentó la humedad del bagazo coincide con los resultados de Parra (2003), quien evaluó una misma carga de amoníaco en sustratos con niveles de humedad desde 5 hasta 60 %, y detectó incrementos de solubles en los mayores contenidos de humedad. Asimismo, observó que humedades inferiores al 10 % no tuvieron efecto significativo sobre la concentración de solubles. La humedad parece facilitar la penetración del amoníaco en la biomasa, además la disolución del amoníaco en agua es exotérmica, lo que aumenta la velocidad de la reacción.
Los resultados sugieren que los solubles son producidos por una hidrólisis parcial y solubilización de la hemicelulosa debido al tratamiento con álcali (Chanliaud et al., 1995). Esto se evidencia en la Figura 1, donde se muestra una relación lineal inversa significativa entre los contenidos de hemicelulosa y de solubles. Los solubles son en su mayor parte hemicelulodextrinas, es decir, fracciones de hemicelulosa solubilizada que se hidrolizan más rápidamente que la hemicelulosa original (Ferrer et al., 1997).
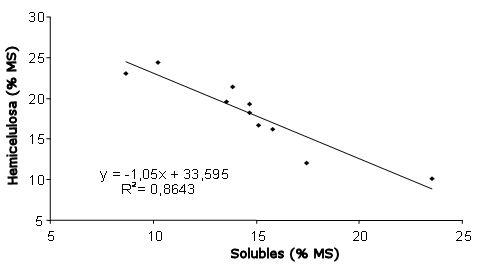
Figura 1. Relación existente entre los contenidos de hemicelulosa y solubles
Con relación a la celulosa, se observa que los cambios ocurridos en esta fracción al variar la carga de amoníaco fueron muy pequeños (Cuadro 3). Se detectó cierta interacción (P≤0,05) entre los factores en estudio ya que ocurrió incremento de celulosa en la humedad del 30 % y cargas de 0,50 y 1,00 de PDA, pero no en la carga de 0,75 g·g-1 PDA. De cualquier forma, los cambios fueron de muy poca magnitud. En estudios anteriores no se observaron cambios en el contenido de celulosa producto del tratamiento PDA en materiales, tales como paja de trigo (Aguilera et al., 1990) y pasto elefante enano (Ferrer et al., 2000). Los pequeños cambios encontrados en el contenido de celulosa posiblemente estén asociados con modificaciones internas en la misma, ya que según Ferrer et al. (1997) la celulosa una vez tratada debe ser más reactiva a la hidrólisis enzimática.
Cuadro 3. Efecto del PDA y la humedad del sustrato sobre el contenido de celulosa en bagazo de caña de azúcar (% MS)
| Carga de amoníaco(g·g-1 MS) | Humedad (%) | ||
| 10 | 30 | 50 | |
| 0,50 | 51,18 aC | 51,77 aC | 51,58 aB |
| 0,75 | 52,39 bB | 53,07 cB | 53,97 aA |
| 1,00 | 53,56 bA | 54,88 aA | 53,93 bA |
Separación de medias según la prueba de Tukey (P≤0,05). Letras minúsculas para comparación entre columnas y mayúsculas entre filas
En las Figuras 2 y 3 se presentan los efectos principales de la carga de amoníaco y la humedad, respectivamente, sobre las fracciones de carbohidratos del bagazo de caña de azúcar. En ambos casos se destacan las tendencias opuestas y notorias de la hemicelulosa y los solubles, así como la pequeña variación que existió para los porcentajes de celulosa.
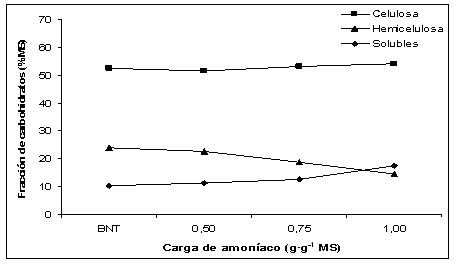
Figura 2. Efecto de la carga de amoníaco sobre la fracción de carbohidratos
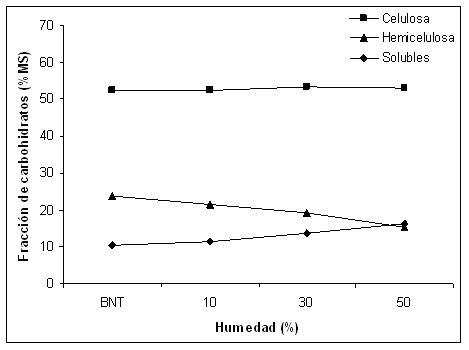
Figura 3. Efecto del contenido de humedad sobre la fracción de carbohidratos
Efecto sobre la concentración de lignina
El bagazo de caña de azúcar no tratado contenía 13,68 % de lignina, y se detectaron pequeños cambios luego del tratamiento con PDA (Cuadro 4). Hubo cierta interacción (P≤0,05) para la menor carga de amoníaco y menor humedad, pero al igual que en el caso de la hemicelulosa, el mejor resultado se obtuvo al utilizar la combinación de 1,00 g·g-1 de carga de amoníaco y 50 % de humedad del bagazo. Con esta combinación se logró una pequeña solubilización de lignina (5,9 %) con relación al bagazo no tratado.
Cuadro 4. Efecto del PDA y la humedad del sustrato sobre el contenido de lignina en bagazo de caña de azúcar (%MS)
| Carga de amoníaco(g·g-1 MS) | Humedad (%) | ||
| 10 | 30 | 50 | |
| 0,50 | 13,67 bB | 14,33 abA | 14,68 aA |
| 0,75 | 14,67 aA | 14,21 aA | 13,16 bB |
| 1,00 | 14,68 aA | 13,17 bB | 12,88 bB |
Separación de medias según la prueba de Tukey (P≤0,05). Letras minúsculas para comparación entre columnas y mayúsculas entre filas
Dado que se esperaba mayor solublización en el contenido de lignina por efecto del PDA, sería necesario hacer más severo el tratamiento amoniacal (mayor carga de amoníaco, mayor temperatura) para tratar de lograr mejores resultados. Aunque es posible que la lignina del bagazo esté unida a la hemicelulosa principalmente por enlaces éteres (en vez de ésteres como en el caso de los pastos), en cuyo caso el amoníaco tendría poca efectividad en la solubilización e hidrólisis de la misma. Esto podría verse de manera positiva en el caso de que el bagazo tratado tenga un posterior uso para la producción de etanol, ya que al solubilizarse la lignina se pueden formar compuestos fenólicos, los cuales inhiben los microorganismos involucrados en los procesos de sacarificación y fermentación. Sin embargo, es importante destacar que la lignina actúa como barrera que impide la descomposición de la celulosa por los microorganismos del rumen, a causa de su estrecha asociación física y/o química por lo que representa una desventaja si el producto va a ser utilizado en la alimentación de rumiantes.
Efecto sobre el contenido de N residual
El contenido de N en el BT presentó una tendencia sostenida al aumento ante mayores cargas del tratamiento de PDA (Figura 4), evidenciando que parte del amoníaco añadido fue adsorbido por la biomasa húmeda. Una adecuada despresurización debería minimizar este amoníaco residual. Ferrer et al. (2000) encontraron que el efecto físico de la despresurización sobre la reactividad del material es pequeño comparado con el efecto químico del amoníaco en fase líquida (ruptura de enlaces e hinchamiento y plastificación de las fibras). Sin embargo, la permanencia de amoníaco en la biomasa puede incrementar el costo de recuperación del mismo.
El contenido de humedad jugó un papel muy importante en el resultado observado, ya que a mayor humedad del sustrato ocurrió mayor adsorción de nitrógeno (Figura 4). El contenido de N fue de 1,79 % en el BNT y 9,12 % en el BT para la mejor condición del tratamiento.
Si el bagazo va a ser utilizado como alimento para rumiantes es una ventaja que tenga N amoniacal adsorbido, ya que éste puede ser utilizado como nutriente por los microorganismos presentes en el rumen y convertirse efectivamente en proteínas. Sin embargo, es necesario tomar en cuenta el costo del amoníaco con respecto a otras fuentes proteicas de bajo costo que pueden ser utilizadas en la suplementación de alimentos para rumiantes.
Este resultado sugiere que existe mayor posibilidad de usar el bagazo de caña de azúcar como alimento para rumiantes, tomando en cuenta que se ha observado mayor digestibilidad en el material fibroso tratado con amoníaco, lo cual puede ser consecuencia de una mayor concentración de proteína cruda, carbohidratos y minerales más rápidamente disponibles.
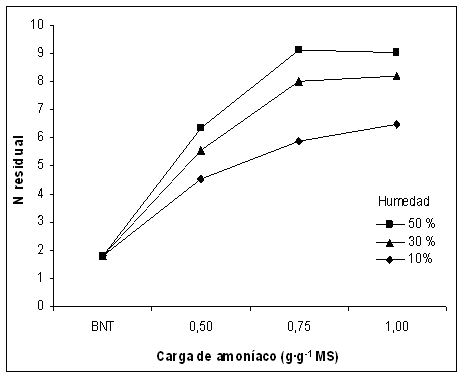
Figura 4. Contenido de N en el BNT y en el BT a diferentes combinaciones de porcentaje de humedad y carga de amoníaco
En la misma figura puede observarse como la pendiente disminuye a medida que se aumenta la carga de amoníaco, lo que hace suponer que a mayores concentraciones de éstos la tendencia de la línea sería la de acercase a una asíntota horizontal. Esto podría indicar una disminución de la capacidad de absorción de la biomasa de forma que al momento de realizar la despresurización se mantendría menos proporción de nitrógeno dentro de la biomasa con relación al aplicado y la mayor cantidad de éste se recuperaría en el tanque de almacenamiento. Este es un aspecto importante ya que los mejores resultados del ensayo se observan a elevadas cargas de amoníaco y sería ideal que el mayor porcentaje de éste se recupere, disminuyendo así el costo del tratamiento.
Efecto sobre la concentración de azúcares reductores
No se encontraron cambios significativos en la concentración de azúcares reductores presentes en las muestras como producto de la aplicación del tratamiento PDA sobre el bagazo de caña de azúcar (Cuadro 5). Esto es un aspecto deseable ya que la presencia de azúcares en un material puede ser inconveniente para un tratamiento amoniacal debido a que pueden presentarse reacciones de descomposición de los mismos (reacciones de pardeamiento de Maillard), con la consecuente producción de sustancias que pueden inhibir la acción de las enzimas en los procesos de hidrólisis. Estos resultados coinciden con lo reportado por Ferrer et al. (2000) confirmando que el tratamiento PDA no produce azúcares de las fibras. Por otra parte, se esperaría que la producción de azúcares reductores aumente significantemente si se produce hidrólisis enzimática al bagazo tratado, por el alto contenido de solubles que se obtuvo de éste.
Cuadro 5. Efecto del tratamiento PDA sobre la producción de azúcares reductores (mg·mL-1)
| Carga de amoníaco (g·g-1 MS) | Humedad (%) | ||
| 10 | 30 | 50 | |
| 0,50 | 0,08±0,0004 | 0,12±0,0002 | 0,12±0,0006 |
| 0,75 | 0,10±0,0001 | 0,12±0,0001 | 0,16±0,0009 |
| 1,00 | 0,10±0,0004 | 0,12±0,0003 | 0,12±0,0001 |
| BNT |
| 0,08±0,0003 |
|
Finalmente, es de destacar que el tratamiento PDA fue estudiado a temperaturas relativamente bajas por sólo unos minutos de reacción, por lo que este bajo costo en energía alienta a investigaciones futuras en la aplicación del tratamiento a los materiales agroindustriales actualmente disponibles en Venezuela.
CONCLUSIONES
La carga de amoníaco y el contenido de humedad del sustrato juegan un papel importante en el tratamiento de presurización y despresurización amoniacal del bagazo de la caña de azúcar. Un incremento en cualquiera de estos parámetros tiende a elevar la solubilización de hemicelulosa con el consiguiente aumento del contenido de carbohidratos solubles.
El mejor rendimiento del tratamiento se obtuvo a una carga de amoníaco de 1,00 g·g-1 MS y a un contenido de humedad de 50 % en el cual se logró solubilizar la hemicelulosa y la lignina en 57,3 y 5,9 %, respectivamente.
El contenido de N residual también aumentó con el incremento de la carga de amoníaco y la humedad del bagazo, resultado que aumenta la potencialidad de usar este subproducto de la caña de azúcar para la alimentación de rumiantes.
AGRADECIMIENTO
Al Consejo de Desarrollo Científico y Humanístico, CONDES, de la Universidad del Zulia (LUZ), Maracaibo, y al Fondo Nacional de Ciencia, Tecnología e Innovación (FONACIT), Caracas, por el soporte brindado a esta investigación.
LITERATURA CITADA
1. Aguilera, A.B., Jurado, J.A., Juárez, M.E., Pérez-Gil, F. y Alcántara, E. 1990. Condiciones óptimas para incrementar la digestibilidad de la paja de trigo en ovinos mediante tratamientos con amoníaco anhidro e hidróxido de calcio. Veterinaria México 21(1): 9-25. [ Links ]
2. Chanliaud E., Saulnier, L. y Thibault, J.F. 1995. Journal of Cereal Science 21: 195-203. [ Links ]
3. COVENIN. 1983. Alimentos concentrados para animales. Determinación de humedad (norma 1156-79) y Determinación de cenizas (1155-79). Comisión Venezolana de normas Industriales. Ministerio de Fomento, Caracas, Venezuela. 6 p. [ Links ]
4. Ferrer A., Byers, F., Sulbarán de Ferrer, B., Dale, B. y Aiello, C. 1997. Aumento y aprovechamiento del potencial nutritivo de forrajes y residuos mediante procesos amoniacales y enzimáticos para alimentación de animales rumiantes y monogástricos. 1er Encuentro de Productores Agrícolas con la Biotecnología. Fundacite-Zulia. Maracaibo, Venezuela. pp. 171-194. [ Links ]
5. Ferrer A., Byers, F., Sulbarán de Ferrer, B., Dale, B. y Aiello, C. 2000. Optimizing ammonia pressurization/depressurization processing conditions to enhance enzymatic susceptibility of dwarf elephant grass. Applied Biochemistry and Biotechnology 84/86: 163-179. [ Links ]
6. Ferrer A., Byers, F., Sulbarán de Ferrer, B., Dale, B. y Aiello, C. 2002. Optimizing ammonia processing conditions to enhance susceptibility of legumes to fiber hydrolysis: Alfalfa. Applied Biochemistry and Biotechnology 98/100: 163-179. [ Links ]
7. Goering, H.K. y Van Soest, P.J. 1970. Agricultural Handbook. Vol. 179. ARS-USDA. Washington DC. [ Links ]
8. Hamelinck, C.N., Hooijdonk, G.V. y Faaij, A.P.C. 2005. Ethanol from lignocelluloselosic biomass: techno-economic performance in short, middle and long term. Biomass and Bioenergy 28: 384-410. [ Links ]
9. Lynd, L.R., van Zyl, W.H., McBride, J.E. y Laser, M. 2005. Consolidated bioprocessing of cellulosic biomass: an update. Current Opinion in Biotechnology. 16: 577-583. [ Links ]
10. Martin, C., Klinke, H.B., y Thomsen, A.B. 2006. Wet oxidation as a pretreatment method for enhancing the enzymatic convertibility of sugarcane bagasse. Enzime and Microbial Technology 40(3): 426-432. [ Links ]
11. Miller, G. 1959. Use of Dinitrosalicylic acid reagent for determination of reducing sugar. Analytical Chemistry 31: 426-428. [ Links ]
12. MPC (Ministerio de Producción y Comercio). 2001. Estadísticas Agrícolas, Caracas, Venezuela. [ Links ]
13. Parra, P. 2003. Estudio espectroscópico de las características estructurales de la biomasa lignocelulósica del pasto elefante enano (Pennisetum purpureum Schum cv. Mott). Trabajo de Grado. Escuela de Química. Facultad de Ciencias. La Universidad del Zulia (LUZ). Maracaibo, Venezuela. 88 p. [ Links ]
14. Sánchez, O.J. y Cardona, C.A. 2005. Producción biotecnológica de alcohol carburante I: Obtención a partir de diferentes materias primas. Interciencia 30(11): 671-678. [ Links ]
15. SICA. 2006. El azúcar en la comunidad andina. Servicio de Información Agropecuaria del Ministerio de Agricultura y Ganadería del Ecuador. Proyecto SICA-Banco Mundial. http://www.sica.gov.ec/cadenas/azucar/docs/ [ Links ]
16. Sun, Y. y Cheng, J. 2002. Hydrolysis of lignocellulosic materials for ethanol production: a review. Bioresource Technology 83: 1-11. [ Links ]
17. Wanapat, M., Sriwattanosombat, P. y Chantai, S. 1985. Utilización de dietas conteniendo paja de arroz sin tratar, paja de arroz tratada con urea-amoníaco y jacinto acuático (Eichhornia crassipes Mart). Producción Animal Tropical 10: 53-60. [ Links ]
